В качестве примера автоматического расчета эквидистанты приведем фрагмент УП для обработки контура (рис. 9.4):
G90 G17 G00 X20 Y40 S580
G64 G01 X50 Y50 G41 D01 F320
G36 Y110
X90 Y150
G30 X190
G03 X230 Y110 I190 J110
G36 Y50
X190
G38 Y90
X130
G36 X90 Y50
G30 X50
X40 Y20 D00
G00 X0 Y0.
 а б в
г д
е
а б в
г д
е
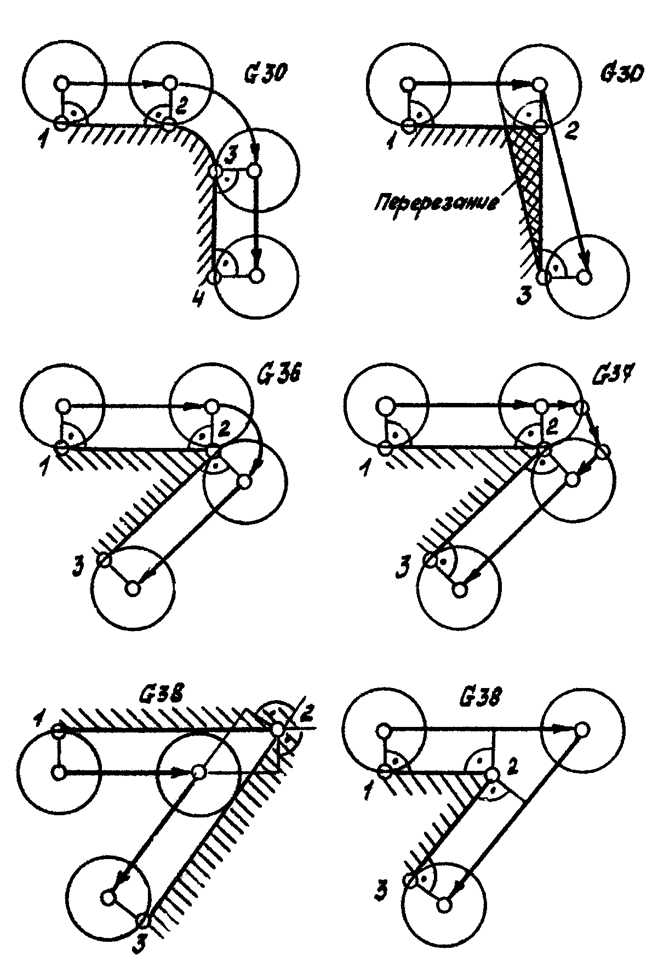
Рис. 9.3. Сопряжение участков эквидистанты:
а – обход плавного контура (G30); б – перерезание угла (G30);
в – обход угла по дуге (G36); г – обход угла методом катетов (G37);
д, е – обход углов методом пересечения (G38)
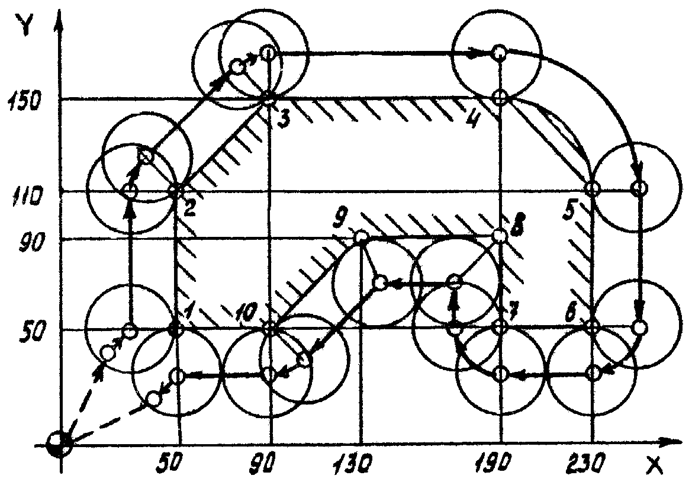 |
Рис. 9.4. Пример обработки контура в режиме эквидистанты
10. СПИРАЛЬНАЯ ИНТЕРПОЛЯЦИЯ И РЕЗЬБОНАРЕЗАНИЕ
Спиральная интерполяция представляет собой сочетание круговой интерполяции в плоскости ХY и линейной интерполяции по оси Z. Этот вид движения программируют с помощью подготовительных функций G12 и G13:
G12 –.спираль по часовой стрелке;
G13 – спираль против часовой стрелки.
Предварительно необходимо указать плоскость ХY круговой интерполяции (G17). Команды G12/G13 являются модальными и принадлежат к группе функций G00.
В плоскости ХY программируют полную окружность по тем же правилам, что и в режимах G02/G03. Длину спирали DZ, задают координатой конечной точки по оси Z. Шаг спирали указывают со знаком "+" по адресу К. Отношение DZ /К должно быть целым числом, например (рис. 10.1):
G90 G17 G13 X50 Y80 I50 J50 Z20 K60 – в абсолютах;
G91 G17 G13 X0 Y0 I0 J-50 Z-120 K60 – в приращениях.
Здесь запрограммирована спираль против часовой стрелки с координатами центра Х=50 мм, Y=50 мм и радиусом R=30 мм. Координаты начальной точки 1 Х=50 мм, Y=80 мм, Z=140 мм. Длина спирали DZ=120 мм, шаг К=60 мм.
Спиральную интерполяцию чаще всего применяют для обработки винтовых поверхностей, а также для фрезерования протяженных отверстий. В первом случае шаг спирали К равен шагу винта, а во втором принимается K=(0,3…0,5)D, но не более длины режущей части фрезы.
Движение по спирали можно запрограммировать в режиме автоматического расчета эквидистанты и с учетом коррекции на длину инструмента, например (рис.10.2):
G90 G17 G00 X60 Y60 – позиционирование в центр;
G43 D01 Z100 S850 – подвод по оси Z с коррекцией;
G91 G65 X0 Y50 G41 D61 F100 – подвод на эквидистанту;
G13 X0 Y0 I0 J-50 Z-100 K50 – фрезерование по спирали;
G66 X0 Y-50 – отвод с эквидистанты;
G90 D00 Z100 – отвод по оси Z.
При этом следует помнить о необходимости уменьшения нормативной подачи с учетом радиусов фрезы и отверстия.
Движение по спирали можно реализовать с 4-координатной интерполяцией, где шпиндель работает в следящем режиме. В этом случае вращение шпинделя по адресу S не задают, а в кадре с G12/G13 указывают по адресу C количество оборотов шпинделя за один виток спирали. Перед кадром с G12/G13 необходимо запрограммировать ориентированный останов шпинделя (команда S0).
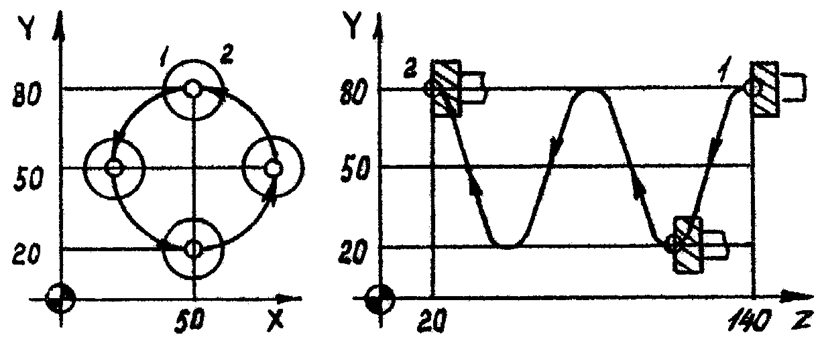 |
Рис. 10.1. Пример программирования спиральной интерполяции
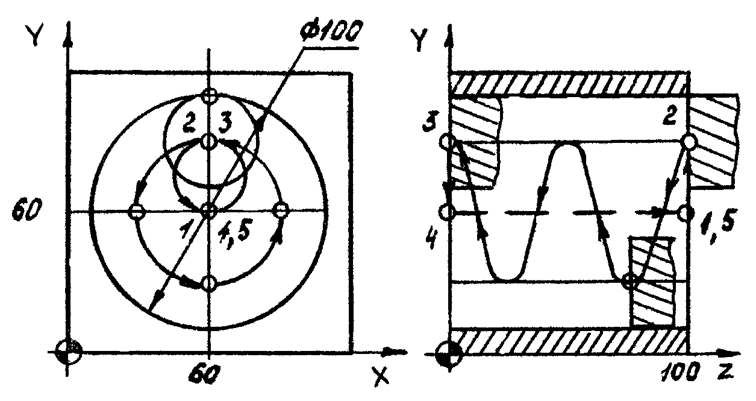 |
Рис. 10.2. Пример программирования спиральной интерполяции
с коррекцией на инструмент
Практическое значение имеет такое движение, когда за один виток спирали шпиндель совершает один оборот в том же направлении, т.е.:
C=1 для G12;
C=-1 для G13.
При этом вершина резца всегда направлена от центра отверстия.
Режим 4-координатной интерполяции значительно расширяет технологи-ческие возможности станка, поскольку одним и тем же резцом можно обрабатывать поверхности с разными диаметрами. Особенно эффективен этот способ при нарезании резьб и растачивании канавок и занижений за несколько ходов, например (рис.10.3):
G90 G17 G00 X0 Y0
![]() G43
D01 Z0 S0
G43
D01 Z0 S0
G65 Y-25.5 G42 D61 F1500
G12 X0 Y-25.5 I0 J0 Z-39 K1.5 C1 Первый ход
G00 Z0
…
![]() G65
Y-26 G42 D61
G65
Y-26 G42 D61
G12 X0 Y-26 I0 J0 Z-39 K1.5 C1
G66 Y0 Последний ход
G00 Z0
G91 G92 X-30 Y-30 Z-38
Здесь запрограммировано нарезание резьбы М52x1,5 за несколько ходов. Каждый рабочий ход вместе со вспомогательными занимает четыре кадра:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.