G17 – плоскость XY;
G18 – плоскость XZ;
G19 – плоскость YZ.
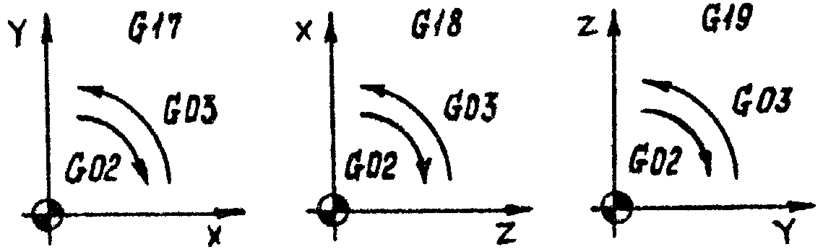
Эти функции являются модальными и взаимно отменяют друг друга. Вид плоскости интерполяция необходимо запрограммировать до включения режима G02/G03 (или в одном кадре). На практике чаще всего используют функция G17. Направления интерполяции для стандартной системы координат показаны на рис. 4.3.
 а б в
а б в
Рис. 4.3. Направления круговой интерполяции в плоскостях:
а – XY; б – XZ; в – YZ
Кроме координат конечной точки и направления движения в кадре с круговой интерполяцией нужно задать координаты центра дуги. Их программируют по адресам I, J, K соответственно по осям X, Y, Z. Координаты центра задают двумя способами:
§ в абсолютах (от начала системы координат);
§ в приращениях (от начальной точки дуги).
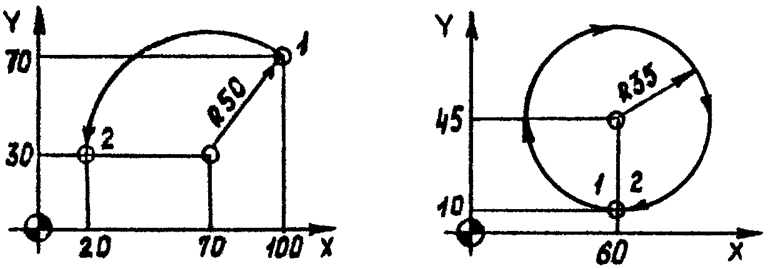
В качестве примера приведем два варианта программирования дуги окружности (рис.4.4):
G90 G17 G03 X20 Y30 I70 J30;
G91 G17 G03 X-80 Y-40 I-30 J-40.
УЧПУ 2С42 позволяет в одном кадре запрограммировать полную дугу на 360° (рис.4.5):
G90 G17 G02 X60 Y10 I60 J45;
G91 G17 G02 X0 Y0 I0 J35.
 |
|
Рис. 4.4. Пример программирования перемещения в режимах G02/G03 |
Рис. 4.5. Пример программирования полной окружности |
5. ПРОГРАММИРОВАНИЕ РАБОЧЕЙ ПОДАЧИ И
СКОРОСТИ ГЛАВНОГО ДВИЖЕНИЯ
Величину рабочей подачи программируют по адресу F методом прямого обозначения о размерностью:
мм/мин – для координат X, Y, Z;
град/мин – для координаты В.
В соответствии с форматом УЧПУ величину подачи программируют целым числом с максимальной разрядностью, равной четырем знакам (от F1 до F9999). Десятичная точка не предусмотрена. Ведущие нули можно опускать.
Запрограммированное по адресу F значение подачи действует в режимах линейной (G01) и круговой (G02/G03) интерполяции. Величина подачи является модальным параметром и действует во всех последующих кадрах до тех пор, пока по адресу F не будет указано новое значение. Действие рабочей подачи временно отменяется по команде G00. При восстановлении режима интерполяции (G01, G02/G03) будет автоматически восстановлено и действие ранее запрограммированной подачи:
G91 G01 Z-20 F30 – подача 30 мм/мин;
G00 Z20 – быстрый ход;
X10 – быстрый ход;
G01 Z-30 – подача 30 мм/мин;
Z-10 F10 – подача 10 мм/.
Временную остановку движения инструмента программируют функцией G04. Время паузы задают по адресу Х в десятых долях секунды. Например, паузу на 2 с программируют кадром:
G04 X20.
Команда G04 является одноразовой и действует в пределах только одного кадра, после чего возобновляется действие рабочей подачи.
Для снижения динамических нагрузок при смене направления движения (на изломе траектории) предусмотрена функция G09. По этой команде выполняется торможение в конце кадра до скорости медленного хода с последующим разгоном до рабочей подачи. Функция G09 также является одноразовой и распространяется только на один кадр.
Команду G09 рекомендуется применять при контурном фрезеровании для обхода углов. Например, фрезерование участка контура 1-2-3 (рис. 5.1,а) следует программировать с торможением в точке 2:
G91 G01 G09 Х70
Y-50.
При отсутствии команды G09 контур будет обработан с искажением из-за инерционности приводов подач (рис. 5.1,б).
Для гладкосопряженных участков контура функцию G09 применять не следует. Торможение на стыке кадров здесь приведет к снижению сил резания. При этом уменьшается деформация технологической системы, что приводит к дефектам обработки в виде «зарезов» контура.
При фрезеровании закруглений рекомендуется корректировать подачу с учетом радиусов контура RК и инструмента RИ. Запрограммированное по адресу F значение подачи относится к центру фрезы. Резание же происходит периферией фрезы, где и должна обеспечиваться расчетная контурная скорость FК. Таким образом, при движении по дуге рабочая подача должна быть следующей (рис. 5.2):
F=FК(RК+RИ)/RК – при наружной обработке;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.