На станках с программным управлением магазины заготовок устанавливают справа от револьверной головки или на месте нижних поперечных салазок, а также у заднего конца шпинделя. Такие решения (основные их исполнения) считаются пригодными для серийного изготовления станков. С помощью специальных устройств транспортируют полуфабрикаты между станками, работающими в режиме автоматической линии, включая прием с любого съемного устройства предыдущего станка и передачу к любому загружающему устройству следующего станка.
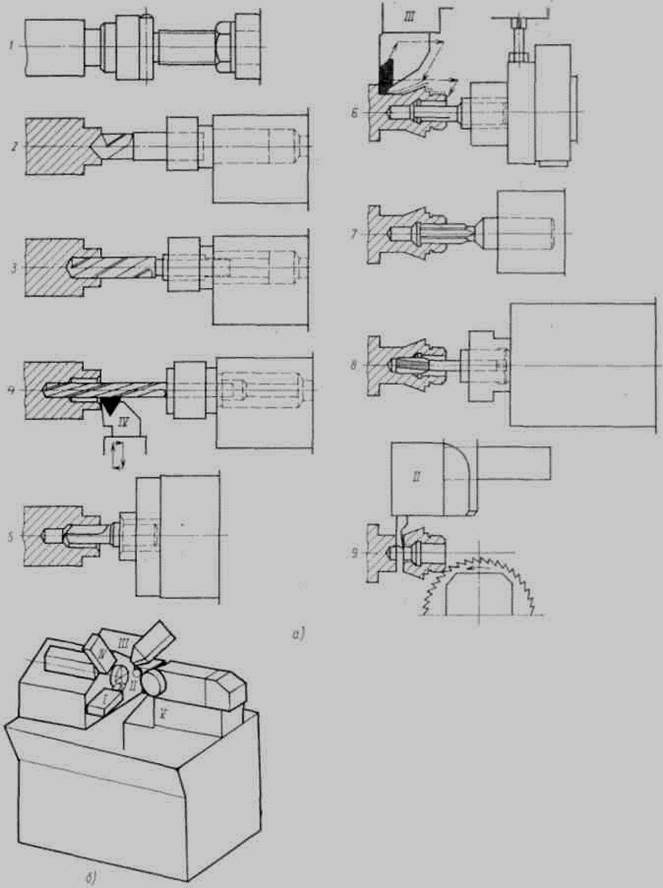
Рис. 3.40.1. Пример обработки: а — последовательность обработки, расположение инструмента; б — расположение инструментальных держателей и дополнительных устройств на станке; 1 — 9 — переходы
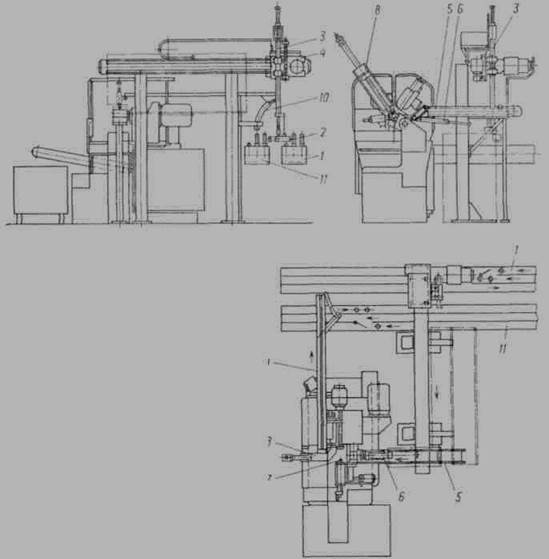
Рис. 3.41. Одношпиндельный токарный автомат с устройством для подачи, установки, снятия и отвода обрабатываемых деталей: / — задний ленточный конвейер; 2 — схват; 3 — устройство подачи; 4 — транспортная тележка: 5 — цепной конвейер; 6 — подводящий лоток: 7 — пиноль; 8 — устройство снятия деталей: 9 — отвод заготовок; 10 — направляющая труба; 11 — передний ленточный конвейер
Кроме устройств, соединяющих токарные автоматы для последовательной обработки деталей, существуют устройства для автоматической загрузки нескольких станков, производящих обработку одинаковых деталей. Другими словами, одинаковые заготовки из одного магазина подаются к нескольким автоматам, это обеспечивает больший выпуск деталей в единицу времени. Аналогичное устройство можно использовать для подачи заготовок к станкам для предшествующей или последующей обработки.
Токарный автомат, обслуживаемый таким устройством, показан на рис. 3.41. Заготовки, устанавливаемые в гильзы, подаются по заднему конвейеру. Схват подающего устройства берет заготовку, перемещает ее в вертикальном положении вверх и поворачивает на 90°. После этого каретка подающего устройства перемещается вперед и укладывает заготовку в призму конвейера. В конце хода заготовка соскальзывает в приемное гнездо, из которого ее вынимает схват руки следующего манипулятора и переносит в положение перед шпинделем. Толкателем, установленным в пиноли, заготовки вводятся в рабочий шпиндель. После обработки съемное устройство вынимает деталь из рабочего шпинделя и переносит ее к приемной ячейке отводящего устройства. Отводящее устройство состоит из призматической направляющей и цепного флажкового конвейера, который, двигаясь вперед-назад, флажками, перемещающимися в пазу между сторонами призматической направляющей, захватывает снизу и продвигает готовые детали вперед. В конце конвейера детали стряхиваются с призмы и скользят к направляющей трубе, которая приводит их опять в вертикальное положение, для распределения по гильзам, установленным на отводящем конвейере. Предусмотрена блокировка всех движений установки от непредвиденных столкновений.
Обработка заготовки производится инструментами, установленными в суппорте для продольного точения, поперечных салазках и пиноли. Сначала протачивается наружный цилиндр. Затем с поперечных салазок прорезается канавка и одновременно инструментом, установленным в пиноли, производятся сверление и снятие наружной фаски.
При обработке на токарных автоматах с программным управлением заготовка вращается, а инструмент совершает движение подачи. Возможность установки большого числа инструментов (в револьверной головке и на поперечных салазках) и осуществления дополнительных способов обработки, например копировальной обработки или нарезания резьбы гребенкой, позволяет обрабатывать даже очень сложные поверхности, например, глубокие канавки, шаровые поверхности, конусы и сочетания из различных элементов. Технологические возможности позволяют изготовлять как узкие простые, так и широкие сложные канавки, а также цилиндрические поверхности большой длины и копировальную обработку длинных Участков.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.