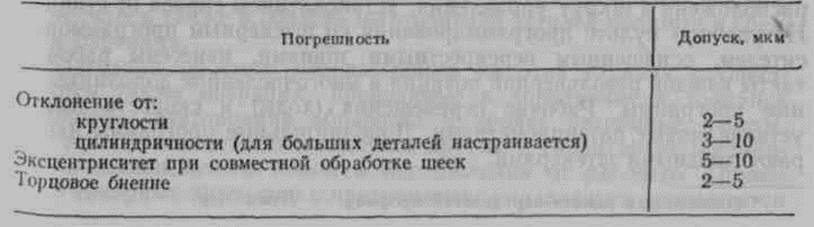
Достигаемые допуски на расположение и допуски формы деталей, обрабатываемых на одношпиндельных токарных автоматах с программным управлением.
Достигаемое качество поверхности зависит от жесткости участвующих в обработке узлов станка (например, инструментального держателя), размеров и материала заготовки, режимов резания.
Для уменьшения значения параметров шероховатости кроме точения на токарных автоматах применяют специальные способы обработки. Для обработки наружной поверхности детали может быть выбран любой из следующих способов: тонкое обкатывание поверхности и обработка со снятием широкой сливной стружки; для обработки внутренних поверхностей: развертывание, калибровка и тонкое раскатывание. В табл. 3.7 представлены средние значения параметров шероховатости деталей, обрабатываемых на токарных автоматах. Для материалов, имеющих отклонения по составным частям легирующих элементов, нужно ориентироваться на верхние значения.
Таблица 3.7.
Средние значения параметров шероховатости поверхности деталей из двух марок автоматных материалов, мкм
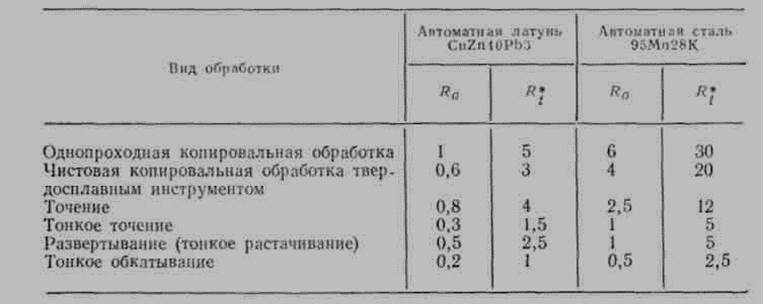
* Наибольшая высота неровностей профиля.
В отделении управления описываемых здесь станков располагаются независимо программируемые гидравлические блоки управления, с помощью которых для каждого инструментального держателя бесступенчато регулируются пути быстрых перемещений и скорости рабочих подач (рис. 3.43). В качестве накопителя (носителя) программ служит легко заменяемый кулачковый барабан. В токарно-револьверном автомате (см. рис. 3.38), гидромеханическое управление дополнено электрической управляющей частью. Она расположена в шкафу управления, установленном справа от станка. На удобном пульте программирования со штекерным программоносителем, оснащенным перекрестными шинами, нанесены рабочие такты каждой револьверной позиции и многочисленные дополнительные программы. Рабочие перемещения (ходы) и скорости подач устанавливают потенциометрами. Дополнительные программы набирают диодными штекерами.
В качестве главного Носителя программ в станках этого типа используют кулачковый барабан. Он управляет взаимодействием поперечных салазок и револьверной головки. Появляется возможность одновременной обработки с нескольких суппортов.
На рис. 3.44. показаны важнейшие программы обработки точением на одношпиндельном токарном автомате. Последовательность перемещений можно изменять в зависимости от вида выполняемой обработки с помощью поворотного гидрораспределителя (четырехходовой двух позиционный клапан) в сочетании с тремя стопорными винтами. Для всех рабочих ходов по обработке внутренней поверхности предусмотрено блокирование поперечных салазок, при котором происходит запирание в переднем положении поперечных салазок и отпирание их вновь в конце хода возврата продольных салазок.
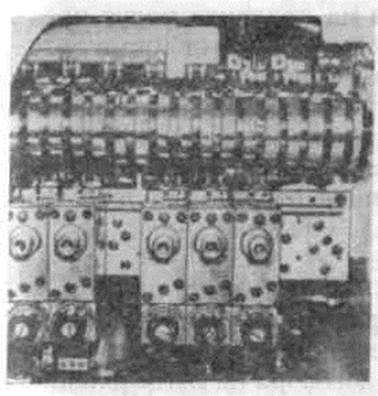
Рис. 3.43. Блок управления для продольных и поперечных салазок
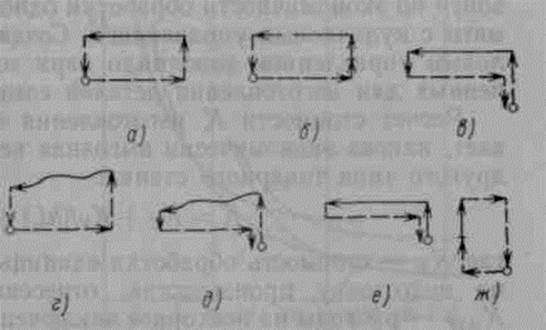
Рис. 3.44. Программы обработки точением на одношпиндельном токарном автомате с программным управлением (сплошная линия — рабочий ход; штриховая линия — быстрый ход): а — нормальное продольное точение; б — врезание и продольное точение; в — внутреннее продольное растачивание с отводом резца перед обратным ходом; г — обтачивание наружной поверхности и обработка на конус; д — растачивание внутренней поверхности и обработка на конус с отводом резца перед обратным ходом; е — растачивание устройством для продольного точения; ж — подрезание торца с отводом резца на обратном ходу
Для установки (набора) программы, предварительной настройки и гюднастройки инструментов необходимо время, которое незначительно превосходит время на наладку токарно-револьверного с ганка с ручным управлением. Полная свобода в оптимизации устанавливаемых рабочих программ создает предпосылки к тому, чтобы приемы обработки, оправданные для крупносерийного изготовления, применялись также в области изготовления деталей мелкими и средними партиями.
Благодаря простоте перенастройки на этих станках осуществляются также операции, проводимые в дополнение к токарной °бработке, двусторонняя обработка и прочие патронные работы. Этот путь оказывается экономичнее других и гарантирует постоянно и независимость точности изготовления от рабочего. Применение токарных автоматов с программным управлением оказывается экономичным в широком диапазоне величин партий.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.