Ко всем станкам этой гаммы могут быть пристроены магазины и автоматические загружающие устройства для предварительно обработанных или черных заготовок. Магазин может быть установлен на месте передних или задних поперечных салазок QI или QII(рис. 3.40, в), В этом случае заготовки подаются к рабочему шпинделю с боковой стороны сначала по подводящему лотку, а затем с помощью подвижной переносной призмы. Толкатель, который в зависимости от исполнения станка устанавливают в пинали или в револьверной головке, досылает предварительно обработанную деталь в рабочий шпиндель. После обработки деталь выбрасывается из рабочего шпинделя выталкивателем или захватывается схватом (место установки III или IV) и перекладывается на отводящий лоток. Часто магазины устанавливают справа от револьверной головки (рис. 3.40, г). Заготовки складываются штабелем в подводящем устройстве справа от револьверной головки, захватываются ее приемным приспособлением и переносятся к зажимному устройству в рабочем шпинделе. Очень длинные заготовки подаются в рабочую зону из магазина, установленного сзади рабочего шпинделя через отверстие в шпинделе. После обработки готовые детали, как правило, опять вытягиваются из шпинделя назад и складываются (рис. 3.40, д).
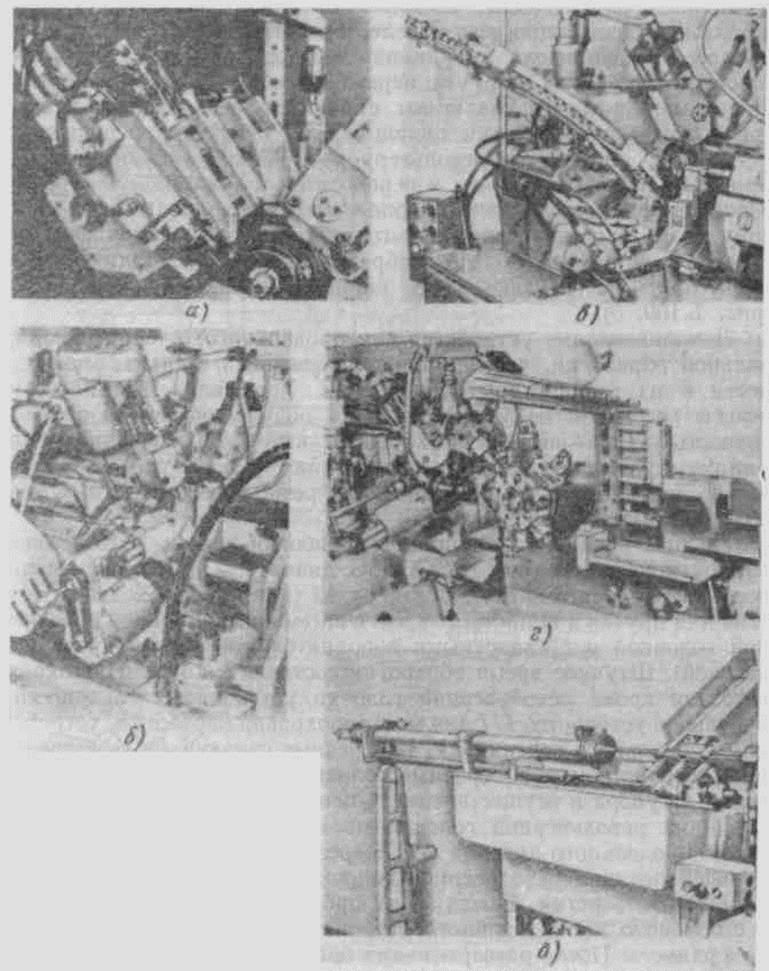
Рис. 3.40. Дополнительные устройства: а - устройство для нарезания резьбы гребенкой; б — привод поперечных салазок; в — магазин на месте установки Дополнительных устройств; г — магазин справа от револьверной головки; д — магазин у заднего конца шпинделя
Дополнительные устройства для продольного точения и копировальной обработки, часто устанавливаемые на станках, можно отнести к их стандартному оснащению. Устройство для нарезания резьбы гребенкой позволяет добиться получения резьбы с высокой точностью угла подъема и хорошим качеством поверхности при минимуме затрат на смену и настройку самого устройства. Его можно использовать для изготовления резьб с нестандартным углом подъема и многозаходных.
На рис. 3.40.1 показан пример обработки детали, изготовляемой из пруткового материала 15CrNi6G диаметром 32 мм на токарно-револьверном автомате типоразмера 42 (диаметр проходного отверстия для прутка в шпинделе 42 мм) с восемьюиозиционной револьверной головкой и стандартными дополнительными устройствами (оснасткой). Штучное время обработки составляет 157 с. На токарном автомате кроме револьверной головки установлены токарно-копи-ровальное устройство /// для многопроходной обработки, устройство для продольного точения IV, поперечные салазки / с фрезеровальным устройством и поперечные салазки //. После доведения заготовки до упора и осуществления зацентровки на двух последующих позициях револьверной головки производится сверление. Устройством продольного точения IVподрезается торец детали, а в следующей позиции револьверной головки производится растачивание большего отверстия. После этого прорезается внутренняя канавка и с помощью копировального устройства обрабатывается наружная поверхность. После развертывания большого отверстия и нарезания резьбы рабочий шпиндель останавливается и с поперечных салазок Iпрофрезеровывается паз. Затем вращение шпинделя возобновляется, деталь отрезается с поперечных салазок //.
Наряду с классическими зажимными устройствами: зажимными цангами и кулачковыми патронами, на токарных станках могут применяться специальные автоматические зажимные устройства всех типов для установки деталей различной формы.
При работе на токарных автоматах манипулирование обрабатываемыми деталями играет особую роль. Помимо устройств для закрепления заготовки здесь имеются устройства складирования заготовок и съема готовых деталей. Устройства складирования заголовок регулируют подачу заготовок и выполняют следующие функции: принимают заготовки в неориентированном положении, ориентируют их и передают в зажимное устройство. Устройства съема обработанных деталей обеспечивают своевременную выемку деталей из зажимного приспособления и складирование без повреждений деталей в подготовленный накопитель.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.