е) перед проверкой обводов корпуса, главных размерений, перед нанесением ватерлинии, палубной линии и грузовой марки.
Положение по высоте относительно базовой плоскости, зафиксированной на
стойках, производят в ДП вблизи поперечных переборок и монтажных стыков.
Допускаемое отклонение ![]() .
.
Положение полушироте относительно линии ДП на стапеле проверяется в
районе поперечных переборок и у монтажных стыков. Допускаемое отклонение ![]() .
.
Положение по крену проверяется в трех поперечных сечениях по длине
судна – в носу, в корме и вблизи мидель-шпангоута. Проверяется совмещением в
одной горизонтальной плоскости контрольных линий, нанесенных на наружной
обшивке борта параллельно основной плоскости. Допускаемый крен ![]() .
.
Отклонения размеров корпуса приведены в таблице 8.
Таблица 8 – Отклонения размеров корпуса
|
Наименование проверяемых элементов конструкций и отклонений |
Величина допуска |
|
1 Длина между перпендикулярами |
|
|
2 Длина наибольшая |
|
|
3 Ширина корпуса на мидель-шпангоуте |
|
|
4 Ширина наибольшая |
|
|
5 Высота борта − в средней части корпуса − в носу и в корме |
|
|
6 Отклонение фактической килевой линии от плазовых данных |
|
После окончания всех основных сборочно-сварочных работ по корпусу при выверенном положении судна на стапеле производится нанесение ватерлинии марки углубления.
Допускаемое отклонение положения ватерлиний по высоте:
− общие ![]() ;
;
− местное ![]() .
.
Допускаемое отклонение марок углубления:
− по высоте ![]() ;
;
− по длине относительно плоскости шпангоута ![]() .
.
6 Сборка узлов, плоскостных и объемных секций
Изготовление узлов, секций и блоков предусматривается производить на специализированных участках, оборудованных технологической оснасткой.
Детали, подаваемые на сборку, должны быть очищены от краски, масла, ржавчины и окалины, очистка производиться непосредственно перед сборкой в следующей последовательности:
а) обезжиривание растворителями (ацетон, уайт-спирит и т.д.) свариваемых кромок и прилегающих к ним участков поверхности шириной не менее 40 мм;
б) зачистка свариваемых кромок и прилегающих к ним участков поверхности шириной от 15 до 25 мм щеткой из проволоки коррозионной стали диаметром не более 0,15 мм.
В процессе работы щетки следует периодически промывать для удаления жира и грязи. Продолжительность между зачисткой и сваркой не должна превышать трех суток;
в) при загрязнении зачищенных свариваемых кромок, непосредственно перед сваркой, произвести их обезжиривание этиловым спиртом или ацетонном.
Промежуток времени между началом сборки и началом сварки должен быть на более трех суток. Перед сваркой требуется повторная протирка бязью, смоченной в растворителе.
При сборке конструкций должны применяться жесткие крепления (прихватки) или эластичные (гребенка, струбцины, талрепы и т.д.).
Таблица 9 –Допускаемы отклонения при изготовлении основных корпусных узлов
|
Наименование проверяемых элементов конструкций и отклонений |
Величина допуска |
|||
|
1 Отклонения линий разметки от теоретических: − на плоскостных конструкциях − в криволинейных конструкциях |
|
|||
|
2 Смещение деталей от линий разметки |
не более 2 мм |
|||
|
3 Смещение свариваемых кромок относительно друг друга при стыковых соединениях деталей, узлов или секций для толщин: − до 4 мм; − свыше 4 мм |
0,5 мм 1,0 мм |
|||
|
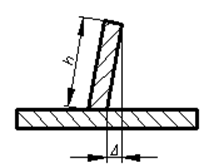
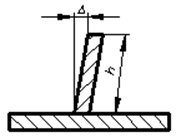
4 Допускаемые отклонения при сборке тавровых соединений База замера
База замера
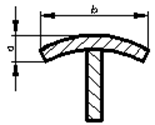
Грибовидность
пояска
|
|
|||
|
5 Несовпадение стенок деталей, разделенных листом |
Не более половины наименьшей из толщин стенок |
|||
|
6 Величина сварочных зазоров в стыковых и угловых соединениях, разделка кромок |
По ГОСТ 5264-80 для
ручной и п/а сварки в среде |
|||
|
7 Местные неприлегание листов обшивки (настилов) к лекалам: а) для плоскостных полотнищ и полотнищ с малой погибью (по контуру) б) для криволинейных листов |
до 4 мм 4 мм – по контуру 8 мм в остальных местах |
|||
|
8 Отклонения шпации от теоретического размера в секциях |
|
|||
|
9 Отклонения контрольных линий от их теоретического положения |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 , не более 6 мм
, не более 6 мм