Перемещение средней части заготовки при вытяжке вызывает появление в ее наружной части (фланце) растягивающих радиальных σρ и сжимающих тангенциальных σθ напряжений. Под действием сжимающих напряжений σθ на фланце могут образовываться складки, которые способны перейти и на цилиндрическую вертикальную стенку стакана, что является признаком брака. Чем больше толщина заготовки и меньше ширина кольцевого фланца, тем меньше вероятность потери устойчивости фланца и образования складок.
Для того, чтобы избежать появление складок при вытяжке применяют прижим заготовки. Определить необходимость использования прижима можно по упрощенной эмпирической формуле:
![]()
(1.1)
Если это соотношение выдерживается, то в процессе вытяжки фланец не теряет устойчивости, складки не образуются и вытяжку можно производить без прижима.
Наиболее опасным сечением является зона перехода от вертикальной стенки стакана к донышку, где растягивающие напряжения σρ достигают наибольших значений. В этом месте произойти отрыв донышка от стенки.
Для нормального протекания процесса вытяжки необходимо, чтобы максим растягивающее напряжение σρmax, действующее в опасном сечении, не превышало предела текучести материала:
|
|
Значение силы вытяжки определяется формулой:
![]()
(1.2)
где d- средний диаметр вытягиваемого стакана; S - толщина заготовки.
Для теоретического расчета силы вместо σρmax следует подставлять σт - предел текучести материала заготовки.В процессе вытяжки толщина заготовки увеличивается от исходной Sдо Smaxу края вытянутого стакана:
|
|
(1.3)
Одним из основных факторов, определяющих возможность выполнения операции вытяжки, является коэффициент вытяжки Кв.
|
|
(1.4)
Установлено, что предельным значением коэффициента вытяжки для разных материалов является значение Квmax = 1,8 - 2,0.Таким образом, зная диаметр стакана d, который необходимо вытянуть, можно рассчитать необходимый диаметр заготовки :
D = dKв.(1.5)
Далее, исходя из равенства площади поверхности заготовки и площади поверхности детали (рассчитанной по среднему диаметру d) можно определить высоту стакана Н.
При вытяжке без фланца высота стакана (без учета радиуса скругления) определяется по формуле:
|
|
|
|
|
|
площадь заготовки; площадь донышка стакана.
(1.6) ,где
Отсюда следует, что высоту получаемого при вытяжке стакана без фланца можно определить по формуле:
|
|
(1.7)
Обычно при вытяжке высота стакана получается меньше его диаметра. Для того, чтобы получить значительную высоту стакана, вытяжку производят в несколько приемов, т.е. за несколько переходов. При этом должно быть соблюдено правило: на каждом переходе коэффициент вытяжки не должен превышать предельное значение Ктах.
Для этого общий коэффициент вытяжки Кв разбивают на несколько, так, чтобы соблюдалось равенство:
Кв=КгК2-К3 (1.8) где каждый из коэффициентов К, не превышает допустимого значения.
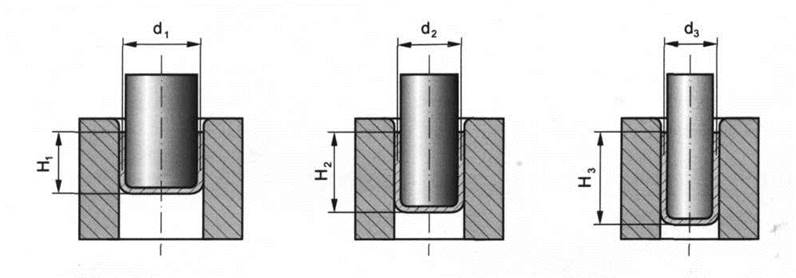
Например, необходимо изготовить стакан с размерами Н3 и d3 Из равенства площадей поверхностей детали и заготовки определяется диаметр исходной заготовки D. Если при этом значение коэффициента вытяжки K=D/d3превысит предельное значение Кетах, то тогда определяют количество необходимых переходов вытяжки, на каждом из которых назначают допустимый коэффициент вытяжки:

|
Рис.1.3 Получение стакана значительной высоты за несколько переходов. |
Деталь изготавливают за несколько переходов, перекладывая заготовку из первой матрицы во вторую, затем в третью и т.д. ( рис. 1.3).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.