|
Материал |
d |
D |
Кв |
S |
Smax |
|
Pmax |
|
σT |
σρ |
||
|
расч |
эксп |
расч |
эксп |
|||||||||
|
сталь |
||||||||||||
|
медь |
||||||||||||
|
алюминий |
||||||||||||
1.5. Выводы, которые должны быть получены по результатам работы
1. Возможность изготовления вытянутого стакана определяется предельным коэффициентом вытяжки.
2. В процессе вытяжки происходит утолщение стенки у краевой части стакана за счет действия сжимающих напряжений во фланце. В связи с этим зазор между пуансоном и матрицей необходимо рассчитывать по этой утолщенной стенке, чтобы не происходил зажим стенки стакана при вытяжке.
3. В процессе вытяжки происходит утонение стенки стакана в области перехода к его донышку в связи с тем, что здесь действуют максимальные растягивающие напряжения. Разрушение происходит в этой зоне.
4. В процессе вытяжки возможна потеря устойчивости фланца с образованием складок. Вероятность складкообразования тем больше, чем тоньше материал и больше ширина фланца.Для устранения складкообразования применяют прижим заготовки, сила прижима определяется расчетом.
5. Усилие вытяжки тем больше, чем больше коэффициент вытяжки, толще материал, выше предел текучести материала и меньше радиус скругления матрицы.
6. Наибольшее усилие возникает в начальной стадии вытяжки.
Лабораторная работа № 2
Исследование операции вырубки
2.1 Основные сведения о вырубке
Вырубка - технологическая разделительная операция при которой из деформируемой части листовой заготовки про сдвиге материала по заданному контуру отделяется (вырубается) деталь с заданным внешним контуром.
Контур детали определяется контуром вырубного инструмента-пуансона и матрицы (рис.2.1).
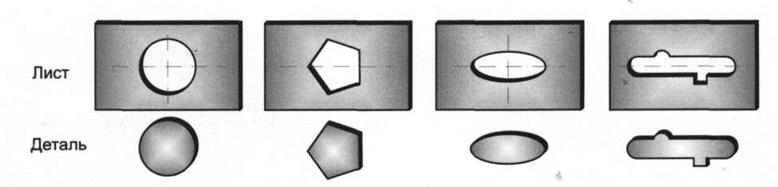
Рис.2.1 Заготовки и детали, полученные вырубкой
Пуансон должен входить в матрицу с зазором Z, величина которого существенно влияет на качество боковой поверхности вырубаемой детали. Процесс вырубки начинается с момента, когда пуансон 1 соприкасается с поверхностью заготовки 2, установленной на матрице 3 (рис.2.2, а).
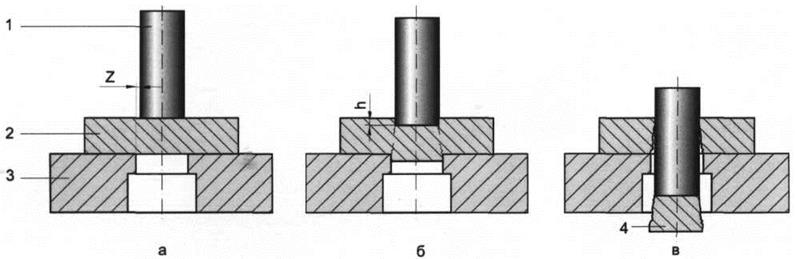
Рис.2.2 Стадии выполнения операции вырубки.
При внедрении пуансона в тело заготовки в ней возникают напряжения, распределение которых по деформируемому объему неравномерно. Наибольшие напряжения возникают вблизи острых кромок матрицы и пуансона, играющих роль концентраторов напряжений.
В начале внедрения напряжения не превышают предела прочности материала и процесс идет в зоне пластических деформаций, в результате чего образуется скругленная форма перехода от свободной поверхности заготовки к кромке пуансона и от свободной поверхности детали к кромке матрицы. По мере движения пуансона напряжения увеличиваются, достигают предельного значения, соответствующего разрушению материала и происходит срез волокон материала на участке внедрения высотой h. В конце этого участка вблизи кромок пуансона и матрицы в материале образуются трещины (рис.2.2, б).
После появления трещин процесс разрушения материала становится саморазвивающимся -трещины развиваются вглубь материала, встречаются, и происходит отделение детали от заготовки. Последняя стадия процесса - проталкивание детали 4 через заготовку и матрицу (рис.2.2,в)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.

