2.4 После каждого этапа извлечь заготовку, измерить наружный dH и внутренний dB диаметры полученной заготовки и найти толщину стенки Smax. Процесс довести до потери устойчивости стенки. На каждом этапе определить коэффициент обжима.
2.5 Повторить эксперименты по п.п. 2.1 - 2.5, используя матрицу с углом 30°.
3. Выполнить обработку полученных данных
3.1 По усилию Рэксп в конце каждого этапа деформирования по формуле определить напряжение σρмах сравнить с пределом текучести σт.
3.2 Для каждого этапа определить соответствующий коэффициент обжима, а также расчетную толщину стенки и сравнить с экспериментальными значениями.
3.3 Исходные, расчетные и экспериментальные данные занести в таблицу.
|
ά° |
Dн |
So |
Rз |
dм |
Pmax расч |
σρmax |
dн |
dB |
Δd |
Smах |
r0 |
Ко |
|||
|
расч |
эксп |
расч |
эксп |
расч |
эксп |
||||||||||
5.5. Выводы, которые должны быть получены по результатам работы
1. Предельное формоизменение заготовки при обжиме ограничивается потерей устойчивости стенки заготовки с появлением продольных или поперечных складок.
2. Максимальное значение коэффициента обжима, при котором формоизменение происходит без потери устойчивости стенки, находится в пределах 1,3 - 1,4.
3. С увеличением угла конуса матрицы сила деформирования увеличивается, а коэффициент обжима уменьшается. Оптимальный угол конуса матрицы примерно равен 20°.Толщина стенки деформируемой части заготовки увеличивается по сравнению с исходной и тем больше, чем больше коэффициент обжима.
![]() Лабораторная работа № 6
Лабораторная работа № 6
Исследование операции раздачи
6.1 Основные сведения об операции раздачи
Операция раздачи трубной заготовки состоит в пластическом деформировании концевой части заготовки коническим пуансоном, в результате чего происходит увеличение ее диаметральных размеров. Концевая часть заготовки получает форму усеченного конуса (рис. 6.1).
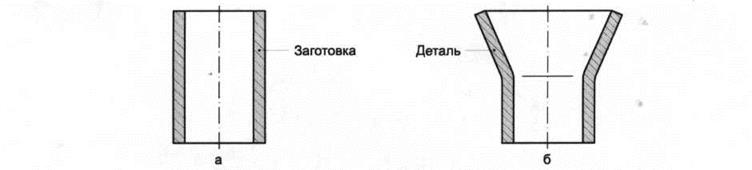
Рис.6.1 Заготовка (а) и деталь полученная в результате операции раздачи (б).
При раздаче конический пуансон перемещается относительно заготовки в осевом направлении и внедряется в заготовку, преодолевая ее сопротивление силой деформирования Р.
Напряженное состояние в очаге пластической деформации и обозначения размеров, принятых при расчете операции показаны на рис. 6.2.
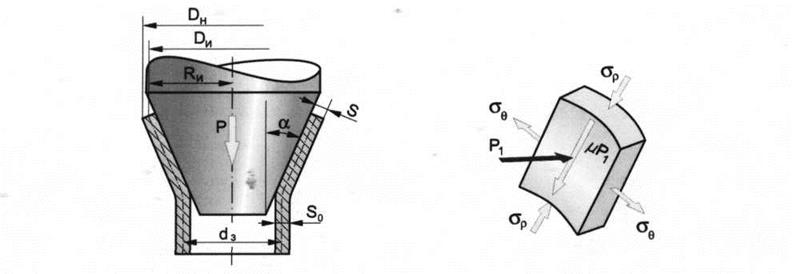
Рис.6.2 Напряжения в заготовке при операции раздачи.
Так как пуансон внедряется в заготовку в осевом направлении, то в стенках возникают меридиональные сжимающие напряжения σρ, действующие вдоль образующей. На краю (на диаметре Dн), эти напряжения равны нулю, поскольку на свободной поверхности отсутствует деформирующая сила.
Напряжения ор увеличиваются по мере приближения к цилиндрической (недеформируемой) части заготовки и достигают максимальных значений в конце очага деформаций на границе с недеформируемой частью заготовки.
Поскольку в процессе деформации увеличиваются диаметральные размеры заготовки, то в стенке возникают растягивающие тангенциальные напряжения σθ. Эти напряжения изменяются от максимума на краю конической части с диаметром DHдо минимума на границе перехода от конической части заготовки к цилиндрической.
Таким образом, схема напряженного состояния в очаге деформации плоская разноименная -сжимающие напряжения σр и растягивающие напряжения σθ.
Кроме того, на контактной поверхности пуансона и заготовки действуют силы трения μP1, которые увеличивают сжимающие напряжения σρ. Применяя различные виды смазок на контактной поверхности, можно уменьшить величину напряжения σρ.
Предельное формоизменение, т.е. обеспечение максимального диаметра DH-ограничивается появлением разрушения (трещин) на конической части заготовки (рис. 6.3,а) или потерей устойчивости стенки на цилиндрической части с появлением кольцевых складок (рис. 6.3, б).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.