Тогда допуск соосности для деталей с Æ25,02 и Æ15,04 составит в радиусном выражении
![]() мм,
мм,
в диаметральном ТÆ = 0,16 мм.
 При
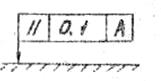
условном обозначении данные о допусках формы и расположения (рис. 5) указывают
в прямоугольной рамке, разделенной на части. В данных помещают: в первой – знак
допуск; во второй – числовое значение допуска, мм, в третьей и т.д. – буквенное
обозначение баз или поверхностей, с которыми связан допуск.
При
условном обозначении данные о допусках формы и расположения (рис. 5) указывают
в прямоугольной рамке, разделенной на части. В данных помещают: в первой – знак
допуск; во второй – числовое значение допуска, мм, в третьей и т.д. – буквенное
обозначение баз или поверхностей, с которыми связан допуск.
Перед числовым значением допуска следует указать символ Æ или Т, если допуск задан в диаметральном выражении; R или T/2, если допуск задан в радиальном выражении; слово «сфера», если поле допуска сферическое.
Для значений заданных в диаметральном выражении допускаются знаки Æ и Т не указывать.
Пример обозначения допуска в диаметральном выражении:

Пример обозначения допуска в радиальном выражении:

Если необходимо назначить допуск на заданной длине поверхности, то ее указывают через знак дроби.
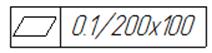
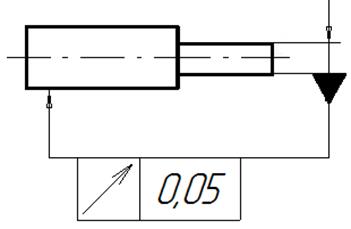
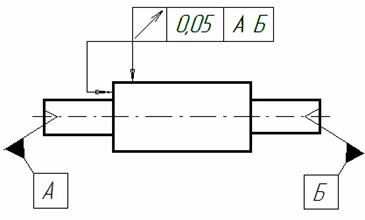
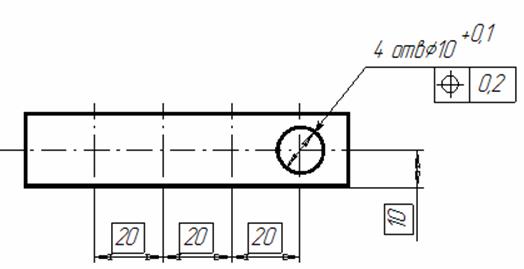
Рис. 5. Схемы обозначения допусков расположения
Зависимые
допуски формы или расположения обозначают условным знаком ![]() , который помещают: после числового
значения допуска, если зависимый допуск связан действительными размерами
рассматриваемого элемента; после буквенного обозначения базы или без буквенного
обозначения в третьей части рамки, если зависимый допуск связан с действительными
размерами базового элемента; после числового значения допуска т буквенного
обозначения базы, если допуск связан с действительными размерами
рассматриваемого и базового элементов:
, который помещают: после числового
значения допуска, если зависимый допуск связан действительными размерами
рассматриваемого элемента; после буквенного обозначения базы или без буквенного
обозначения в третьей части рамки, если зависимый допуск связан с действительными
размерами базового элемента; после числового значения допуска т буквенного
обозначения базы, если допуск связан с действительными размерами
рассматриваемого и базового элементов:

Нормирование отклонений формы и расположения
Нормирование отклонения формы и расположения может осуществляться несколькими способами:
а) По уровням относительной геометрической точности;
б) Исходя из худших условий сборки или эксплуатации;
в) Из расчета размерных цепей.
При нормировании по уровням относительной геометрической точности величина задается в % от допуска на размер.
Для
нормальной точности (уровень А) – на допуски формы и расположения задают 60% от
допуска на размер. Часть допусков: круглости (О), профиля продольного сечения
(=), цилиндричности(/О/) – нормируют 30% от допуска, т.к. при замере отклонения
( ) определяется отклонение не всего размера
– диаметра, а половины – радиуса.
) определяется отклонение не всего размера
– диаметра, а половины – радиуса.
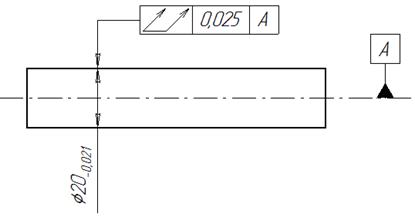
Например: для вала 20-0,021
То = Т/о/ = Т= 0,3Т = 0,3 × 21 = 6,3 мкм
![]() мкм
мкм

Для допусков расположения, задаваемых в диаметральном выражении (соосности, симметричности, пересечения осей, радиального биения и т.д.) задают 60∙2 = 120% (1,2Т ≈ Т) от допуска.
Рекомендации по нормированию допусков формы и расположения и их обозначения на чертеже см. таблицу 1.
После расчета значений выбирается ближайшее стандартное по ГОСТ 24643-81
При повышенной точности (уровень В) задают 40% от допуска.
При высокой точности (уровень С) задают 25% от допуска.
Пример:
Для вала Æ20-0,021 пронормировать полное радиальное биение, указать на чертеже
Трасч = 21∙1,2 = 25 мкм
Нормирование из худших условий сборки
|
Рис. 6. |
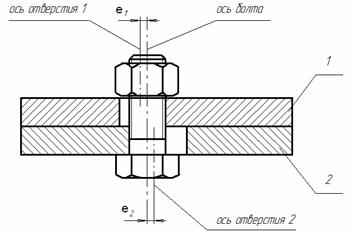
Худшим условием при сборке деталей является минимальны зазор, получаемый в соединении (рис. 6).
Рассмотрим пример: требуется рассчитать величину позиционного допуска из худших условий сборки болтового соединения М10. Отверстия в деталях 1 и 2 выполняются Æ10,5 Н12.
Величина минимального зазора
Smin=10,5 – 10 = 0,5мм
Ось
отверстия в 1 детали смещена относительно оси болта влево на ![]()
![]() ; ось отверстия во 2
детали смещена относительно оси болта вправо на
; ось отверстия во 2
детали смещена относительно оси болта вправо на ![]()
![]() .
.
Величина допустимого смещения осей 1 и 2 детали
![]() =0,25 мм.
=0,25 мм.
На практике величину позиционного допуска определяют по формуле
Т = kSmin,
где k
– коэффициент, учитывающий условия сборки (k = 0,8 … 1 при сборке без регулирования положения деталей; k = 0,6 … 0,8 – при регулировании).
Для данного примера ![]() .
.
Для соединений винтового типа, где зазор имеется только между 1 деталью и крепежной, а во вторую деталь 2 крепежная деталь ввинчивается, позиционный допуск определяется по формуле: Т = 0,5kSmin.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.