

















Министерство образования РФ
Архангельский государственный технический университет
Факультет промышленной энергетики, ПЭ IV-2
Кафедра промышленной теплоэнергетики
КУРСОВАЯ РАБОТА
по курсу:“ Энергоиспользование в технике и технологии”
Расчет температурного графика, основных размеров, теплового баланса , расчет нагревательного элемента и теплотехнических характеристик электрической печи .
Руководитель работы
Постановление комиссии от ___________________________
Признать, что студент выполнил и защитил курсовую работу с оценкой ________________________
Председатель комиссии С.П.
Члены комиссии
Архангельск
2001
1. Расчет температурного графика_______________________ 3.
2. Определение размеров рабочего пространства печи 4. 3. Расчет предачи теплоты на поверхность нагреваемого материала.___ 6.
4. Технологические свойства нагреваемой стали____________ 9.
5. Расчет температурного режима печи_________________ 11.
6. Расчет времени прибывания заготовок в методическойй зоне, ее длины. 13.
7. Расчет времени пребывания заготовок в сварочной зоне. Ее длины 19.
9. составление теплового баланса 24.
10. _ 26.
список использованных источников
1. Расчет температурного графика
Принимаем двухрядный нагрев (z=2), тогда ширина рабочей камеры печи вычисляется по формуле:
B=z·l+(1+z)·b=2·4+(1+2)0,3=8,9 м, где l-длина заготовки, l=4 м
b-зазор между заготовкой и кладкой b=0,3 м
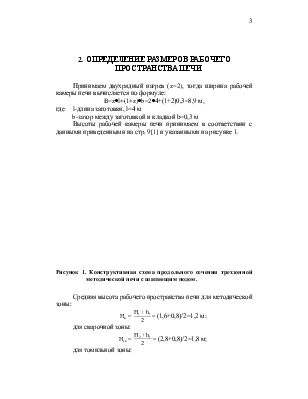
Высоты рабочей камеры печи принимаем в соответствии с данными приведенными на стр. 9[1] и указанными на рисунке 1.
Рисунок 1. Конструктивная схема продольного сечения трехзонной методической печи с шагающим подом.
Средняя высота рабочего пространства печи для методической зоны:
![]() (1,6+0,8)/2=1,2 м;
(1,6+0,8)/2=1,2 м;
для сварочной зоны:
![]() (2,8+0,8)/2=1,8 м;
(2,8+0,8)/2=1,8 м;
для томильной зоны:
![]() (1,6+0,8)/2=1,2 м.
(1,6+0,8)/2=1,2 м.
Принимаем расстояние между осями заготовок с=0,5 м.
Тогда поверхность нагрева металла в методической зоне:
![]() =Lм·2·4(2·0,18+0,18)/0,5=8,64 Lм,
м2, где Lм-длина методической зоны; b=0,18
м- ширина сечения заготовки; h=0,18 м-высота сечения
заготовки l=4 м- длина заготовки.
=Lм·2·4(2·0,18+0,18)/0,5=8,64 Lм,
м2, где Lм-длина методической зоны; b=0,18
м- ширина сечения заготовки; h=0,18 м-высота сечения
заготовки l=4 м- длина заготовки.
Поверхность нагрева металла в сварочной зоне:
![]() =Lсв·2·4(2·0,18+0,18)/0,5=8,64 Lсв, м2, где Lсв-
длина сварочной зоны.
=Lсв·2·4(2·0,18+0,18)/0,5=8,64 Lсв, м2, где Lсв-
длина сварочной зоны.
Поверхность нагрева в томильной зоне:
![]() =Lт·2·4(2·0,18+0,18)/0,5=8,64 Lт, м2.
=Lт·2·4(2·0,18+0,18)/0,5=8,64 Lт, м2.
где Lт- длина томильной зоны.
Поверхность кладки в методической зоне:
Fкл.м=Lм(2Hм+В)=Lм(2·1,2+8,9 )=11,3 Lм, м2,
Поверхность кладки в сварочной зоне:
Fкл.св=Lсв(2Hсв+В)=Lсв(2·1,8+8,9 )=12,5Lсв, м2,
Поверхность кладки в томильной зоне:
Fкл.т=Lт(2Hт+В)=Lт(2·1,2+8,9 )=11,3 L, тм2.
Объем расчетного пространства, заполненный газом :
§ в методической зоне:
Vм=HмBLм=1,2·8,9 Lм=10,7 Lм, м2,
§ в сварочной зоне:
Vсв=HсвBLсв=1,8·8,9 Lсв=16,0 Lсв, м2,
§ в томильной зоне:
Vт=HтBLт=1,2·8,9 Lт=10,7 Lт, м2.
Считаем, что теплота на поверхность металла во всех зонах будет передаваться путем излучения. Тогда плотность теплового потока может быть рассчитана по следующей формуле:
qпов=спр[ ], где спр-
приведенный коэффициент излучения, определяемый из зависимости спр=eсист·со, где eсист- степень черноты системы.
], где спр-
приведенный коэффициент излучения, определяемый из зависимости спр=eсист·со, где eсист- степень черноты системы.
Если теплообмен излучением происходит между двумя серыми телами, образующими замкнутую систему, и эти тела разделены лучепрозрачной средой, что имеет место в пламенных печах, то степень черноты системы определяется:
eсист=eгeм![]()
где eм- степень черноты металла, выбирается из таблицы [ ]eм=0,8
eг- общая степень черноты продуктов горения
eг=e![]() +be
+be![]() ,
,
e![]() , e
, e![]() , b-степень черноты СО2, водяного
пара и поправка на совместное излучение СО2 и Н2О
устанавливается в соответствии с данными рисунка 9[1] и
зависит от температуры Т и от произведения величин pSэф
, b-степень черноты СО2, водяного
пара и поправка на совместное излучение СО2 и Н2О
устанавливается в соответствии с данными рисунка 9[1] и
зависит от температуры Т и от произведения величин pSэф
b=1,1
p- парциальное давление излучающего газа, Па;
Sэф- эффективная толщина слоя газа, м;
jкм- угловой коэффициент излучения от кладки на металл;
со- коэффициент излучения абсолютно черного тела, сщ=5,67.
Эффективная толщина излучающего слоя:
§ в методической зоне
Sэф.м=![]() =3,5·10,7 Lм/(8,64 Lм+11,3 Lм)=1,878 м;
=3,5·10,7 Lм/(8,64 Lм+11,3 Lм)=1,878 м;
§ в сварочной зоне
Sэф.св=![]() =3,5·16Lсв/(8,64 Lсв+12,5Lсв)=2,649 м;
=3,5·16Lсв/(8,64 Lсв+12,5Lсв)=2,649 м;
§ в томильной зоне
Sэф.т=![]() =3,5·10,7 Lт/(8,64 Lт+11,3 Lт)=1,878м.
=3,5·10,7 Lт/(8,64 Lт+11,3 Lт)=1,878м.
Произведение парциального давления излучающих газов на эффективную толщину:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.