Все эти пресс-автоматы могут быть использованы также для изготовления деталей из стали методами прямого, обратного и комбинированного выдавливания.
Пресс-автомат состоит из сварной станины коробчатого типа, электродвигателя, приводного вала, ползуна, коленчатого вала, выталкивателя, механизма подачи, бункера, транспортера, подъемника, маслопровода, электрооборудования, воздухопровода, пульта управления.
Силовая плита станины изготовлена из стального литья в виде рамы. К ней приварены стальные листы для крепления опор коленчатого, приводного, распределительного валов и привода механизмов. К силовым листам и плите крепятся каркасные листы, придающие станине жесткость и образующие емкость для сбора масла и ограждения подвижных частей пресса-автомата.
Гидравлическая система пресса может регулировать скорость выдавливания в широком диапазоне. Глубина выдавливания контролируется глубиномером или электроконтактным манометром.
Во время рабочего хода, когда осуществляется выдавливание рельефа штампа, происходит беспрерывная подача масла под давлением 40 МПа в цилиндр пресса.
Прессы гидравлические для холодного выдавливания деталей изготовляют двух моделей (П2936 и П2940) с усилием соответственно 4 и 10 МН и с ходом ползуна 320 и 400 мм. Скорость ползуна при прессовании составляет 17 и 65 мм/с, а при холостом ходе соответственно 84 и 80 мм/с [2].
Для горячего выдавливания стальных деталей используют преимущественно кривошипные горячештамповочные прессы стандартного исполнения. Некоторые параметры таких прессов не удовлетворяют специфическим условиям процесса. Это относится к конструкции нижнего выталкивающего устройства механического типа, которое, как правило, приходится модернизировать, заменять пневматическими или гидравлическими устройствами, позволяющими получить нужный режим выталкивания: достаточную величину хода и возможность ее регулировки в широком диапазоне; выстраивание в верхнем положении после выталкивания поковок и в течение некоторого времени, достаточного для удаления поковки из рабочей зоны ручья; возможность независимого включения выталкивающей системы при неподвижном ползуне; плавный характер рабочего хода выталкивателей. В наиболее универсальном варианте пресс должен иметь три выталкивающие шпильки: одну в центре стола и две по сторонам. Закрытая высота штампового пространства и величина хода ползуна стандартных горячештамповочных прессов при изготовлении развитых в длину поковок оказываются недостаточными. Это обстоятельство вынуждает прибегать к использованию значительно более мощных прессов, чем необходимо по усилиям штамповки. В линиях массового производства поковок (например, в автоматизированных линиях штамповки клапанов) устанавливают специализированные горячештамповочные прессы, построенные с учетом условий выдавливания. Для расширения области применения горячего выдавливания необходимо создать гамму горячештамповочных прессов, наиболее полно учитывающих особенности этого процесса [5].
1.5 СХЕМЫ РЕАЛИЗАЦИИ ПРОЦЕССА
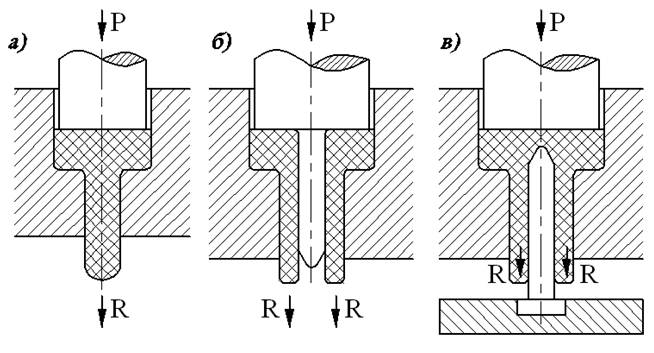
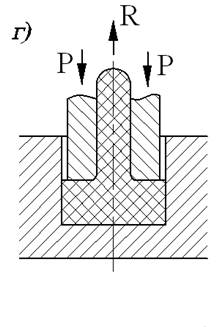
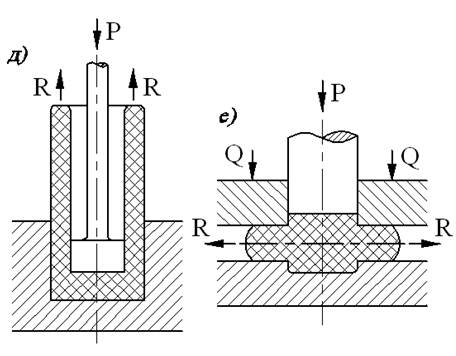
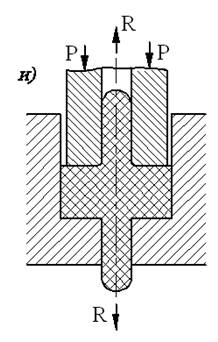
Рис.5 Схемы выдавливания:
а – прямое выдавливание сплошного стержня; б и в – прямое выдавливание полого элемента; г – обратное выдавливание сплошного стержня; д – обратное выдавливание полого элемента; е – выдавливание стержней в поперечных направлениях; ж – выдавливание наклонных стержневых элементов; з – выдавливание криволинейных элементов; и – смешанное выдавливание сплошных стержней [5].
Выдавливанием получают различные по форме элементы деталей: цилиндрические иконические, гладкие и ступенчатые, сплошные и полые, круглого и некруглого сечения. Выдавливанием можно изготовлять также детали сложной формы, например с изогнутыми отростками. Однако наибольшее практическое применение выдавливание находит при штамповке деталей с прямолинейной осью. Выдавливание таких деталей и
рассматривается преимущественно в настоящей работе. В зависимости от направления течения металла могут быть следующие разновидности выдавливания (Рис.5):
1) прямое выдавливание, при котором направление течения выдавливаемого металла совпадает с направлением рабочего хода давящего инструмента(Рис.5, а – в);
2) обратное выдавливание, при котором металл течет навстречу пуансону (Рис.5, г и д);
3) поперечное выдавливание; в этом случае металл течет под прямым углом к направлению движения инструмента (Рис.5, е);
4) наклонное выдавливание; металл течет в
полость, ось которой ![]() наклонена к направлению перемещения
пуансона под углом, отличным
от 90° (Рис.5, ж); разновидностью наклонного выдавливания является выдавливание в
изогнутые полости (Рис.5, з);
наклонена к направлению перемещения
пуансона под углом, отличным
от 90° (Рис.5, ж); разновидностью наклонного выдавливания является выдавливание в
изогнутые полости (Рис.5, з);
5) смешанное или комбинированное выдавливание, представляющее собой сочетание двух или более разновидностей выдавливания (Рис.5, и) [5];
1.6 НАПРЯЖЕННОЕ СОСТОЯНИЕ
В процессе деформации металл, заключенный в контейнере, находится под воздействием комплекса активных и реактивных внешних сил: усилия давящего пуансона, реакции неподвижных стенок контейнера и матрицы, силы внешнего трения. Часть указанных сил стремится деформировать металл, другая, наоборот, препятствует перемещению его частиц относительно друг друга или относительно поверхности инструмента. Под воздействием этих сил металл находится в напряженном состоянии.
При выдавливании в металле в очаге деформации имеет место всестороннее неравномерное сжатие, обеспечивающее металлу наилучшие в данных условиях пластические свойства. Под воздействием сжимающих напряжений металл течет в направлении наибольшего градиента напряжений – от поверхности пуансона, где они имеют максимальную величину, к очку, где на
свободной поверхности вытекающего металла нормальные напряжения равны нулю.
Однако не всегда при выдавливании во всем объеме деформируемого
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.