1.3 КЛАССИФИКАЦИЯ ПОКОВОК
Поковки, изготовляемые горячим выдавливанием, в зависимости от их конфигурации, определяющей в основном применяемый технологический процесс, можно свести к следующим группам.
Группа I охватывает сплошные стержневые поковки с утолщением на одном конце. Конструктивно поковки этой группы характеризуются наличием двух основных элементов – стержня и утолщения (головки, фланца). Оба элемента могут быть различной конфигурации. Стержень может быть постоянного сечения (цилиндр), либо переменного (конус, сочетание цилиндров различного диаметра или цилиндрических и конических участков). Утолщение может быть цилиндрическим, сферическим, коническим, отличным от формы тела вращения, может быть усложнено рельефами, местными выступами, впадинами, ответвлениями и т. п.
Технологическим признаком поковок группы I является то, что при их изготовлении для образования стержня применяется прямое выдавливание. Утолщение поковки в простейших случаях оформляется в матрице в процессе выдавливания, в более сложных случаях – в последующих штамповочных операциях.
Форма стержня (постоянное или переменное сечение) определяет конструктивные особенности штампа, но мало влияет на выбор операций и переходов штамповки. Поэтому подгруппы характеризуются формой утолщения, которая имеет решающее значение при выборе технологического варианта штамповки.
Как правило, утолщение и стержень расположены на общей оси симметрии; однако встречаются детали с эксцентричным их расположением. Небольшой эксцентриситет не влияет на выбор технологических приемов штамповки и поэтому не может служить основанием для выделения таких поковок в отдельную подгруппу. В конструкции штампа в этом случае должна быть предусмотрена фиксация инструмента от поворота.
Группа I содержит четыре подгруппы, расположенные в порядке усложнения конфигурации поковок и технологического процесса.
В подгруппу 1 входят стержневые поковки с утолщением простои конфигурации типа цилиндра, плоского фланца и т. п., допускающей закрытую штамповку. Торцовая поверхность утолщения может быть усложнена рельефами, может иметь неглубокую полость, невысокий выступ. Отличительным конструктивным признаком поковок подгруппы 2 является наличие на утолщении конического или сферического элемента либо массивного выступа диаметром, не удовлетворяющим соотношению [5].
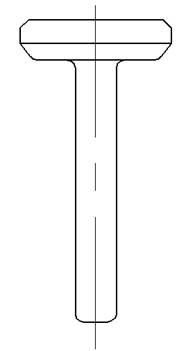
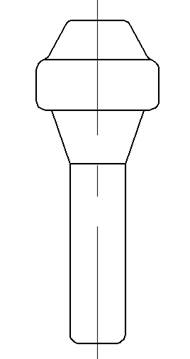
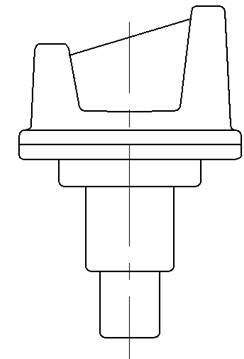
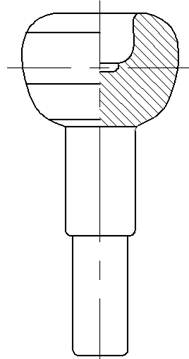
Рис.1 Пример поковок I группы. 1, 2, 3 и 4 подгрупп (слева направо).
Утолщение такой формы нельзя получить в закрытом ручье, и требуется применение открытой штамповки.
Подгруппы 3 и 4 объединяют стержневые поковки с утолщением сложной конфигурации, снабженным местными выступами, развитыми отростками, сложными рельефами и т. п. Характерным отличием поковок подгруппы 3 является возможность получения утолщения штамповкой в штампе с плоскостью разъема, перпендикулярной к оси стержня, в то время как для штамповки поковок подгруппы 4 требуется штамп с разъемом в плоскости стержня.
Группа II содержит поковки типа многоступенчатых валиков, которые выделены в самостоятельную группу, так как по конструктивным и по технологическим признакам они занимают особое место среди сплошных стержневых осесимметричных поковок. Основная конструктивная особенность их – наличие нескольких элементов (ступеней), преимущественно цилиндрической формы, различных по площади поперечного сечения и расположенных в порядке уменьшения сечения в направлении от головки к торцу.
Технологическая особенность поковок группы II состоит в том, что для их изготовления требуется операция выдавливания ступенчатых элементов или комбинированная операция – высадка с выдавливанием. При этом возможны как однооперационный, так и многооперационный процессы штамповки.
Группа II состоит из подгрупп 5, 6 и 7, включающих поковки, различающиеся между собой по форме первой ступени (головки). Поковки подгруппы 5 характеризуются простейшей формой головки (цилиндр с плоским торцом или с мелкими рельефами), допускающей закрытую штамповку.
У поковок подгруппы 6 первая ступень имеет форму конуса, сферы и т. п. Для поковок подгруппы 7 характерно наличие центрального выступа на первой ступени [5].
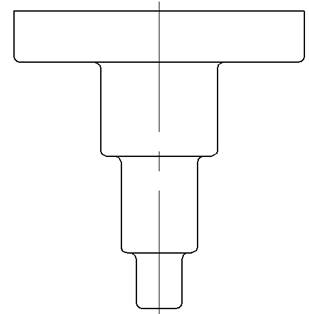
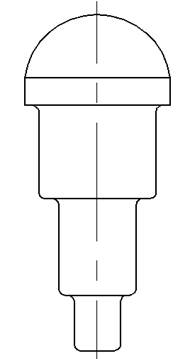
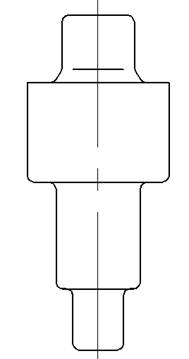
Рис.2 Пример поковок II группы. 5, 6 и 7 подгрупп (слева направо).
Группа III охватывает полые поковки, основным конструктивным признаком которых является наличие осевого отверстия, простирающегося на всю высоту поковки (сквозная полость) или на значительную ее часть (глухая полость).
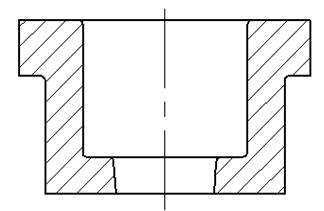
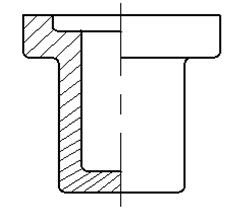
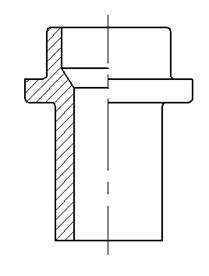
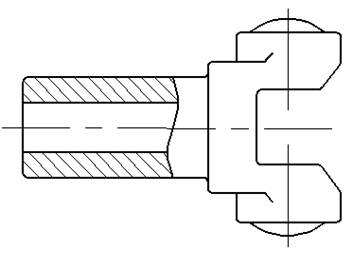
Рис.3 Пример поковок III группы. 8, 9, 10 и 11 подгрупп (слева направо).
Общим технологическим признаком поковок этой группы является использование операции осевого выдавливания металла в кольцевое очко, образованное стенками матрицы и пуансона (противника, оправки), для получения полого элемента [5].
Утолщенная часть поковки оформляется либо в матрице при выдавливании полого стержня, либо с помощью отдельной штамповочной операции, в зависимости от сложности формы утолщения и его размеров.
Группа III делится на подгруппы 8, 9, 10 и 11. Подгруппа 8 объединяет поковки типа стакана или трубы, обычно снабженные буртом по верхней кромке. Стакан может не быть телом вращения, а иметь в плане вытянутую (овальную и т. п.) форму.
Поковки подгруппы 9 отличаются от поковок подгруппы 8 наличием фланца. Эта подгруппа включает полые поковки разнообразной формы, как тела вращения, так и отличные от них, с глухой или сквозной полостью.
Поковки подгруппы 10 отличаются от поковок подгруппы 9 наличием ступицы цилиндрической или иной формы на фланце поковки
Поковки подгруппы 11 отличаются от поковок трех предыдущих подгрупп полых поковок сложной формой утолщенной части (фланца). Типичными представителями этой подгруппы являются полые поковки скользящих вилок кардана, широко распространенных в автомобильной промышленности и других отраслях машиностроения.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.