Шпалопитатель состоит из шести роликовых опор, размешенных перед пришивочным модулем. Роликовые опоры соединены обычными рельсами длиной 12,5 м. На опорах располагаются инвентарные направляющие, перемещаемые по роликам с помощью лебедки. На инвентарных направляющих одновременно может располагаться до 50 шпал, которые с помощью лебедки могут подаваться на конвейер пришивочного модуля.
|
|
|
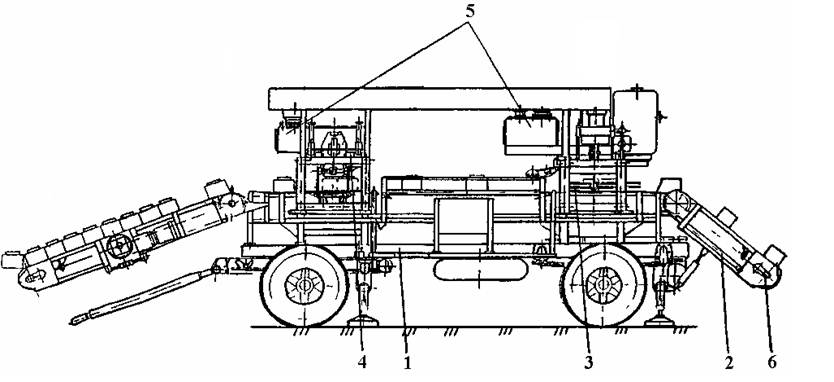
Рис.3.1. Схема размещения звеносборочного стенда ЗС-500М на звеносборочной базе. 1 – шпалопитатель, 2 - пришивочный модуль, 3 - сборочный модуль, 4 - рельсопитатель, 5 - откатная тележка, 6 - ящики для костылей и подкладок, 7 - монтеры пути для подачи шпал, 8 - монтеры пути для наживления обшивочных костылей, 9 - оператор пришивочного модуля, 10 - оператор сборочного модуля, 11 - монтеры пути по наживлению пришивочных костылей, 12 - прицеп МАЗ-8925, 13 - прицеп МАЗ-8925 со специальной (удлиненной) рамой, 14 - сборочный станок |
Пришивочный модуль располагается на прицепе (рис. 3.2). В его состав входят цепной конвейер 2 с приводом от высокомоментного гидровращателя (гидромотора), сверлильный станок 3, пришивочный станок, две насосные станции 5 и тяговая лебедка шпалопитателя 6. Особенностью сверлильного станка является наличие раздвижной рамы, что необходимо для привода станка в рабочее и транспортное положения. Перевод в нужное положение осуществляется с помощью гидроцилиндра. Остальные механизмы станка по устройству аналогичны станку стенда 3С-500. Для привода механизмов на станке имеется насосная станция с насосом 210.12 и электродвигателем мощностью 3 кВт.
Рама пришивочного станка выполнена также раздвижной. Все другие механизмы аналогичны стенду 3С-500. Для привода механизмов пришивочного станка имеется насосная станция с насосом НШ-32-У-2 и электродвигателем мощностью 7,5 кВт.
|
|
|
Рис.3.2. Пришивочный модуль стенда (подготовительный участок). I - прицеп МАЗ-8925; 2 - конвейер цепной; 3 - станок сверлильный; 4 - станок пришивочный; 5 - насосная станция; 6 - лебёдка шпалопитателя. |
Станки и механизмы пришивочного модуля смонтированы на специально доработанном прицепе МАЗ-8925 полной массой 10000 кг. Прицеп оборудован специальными устройствами для обеспечения безопасного движения по автодорогам, откидными площадками для размещения обслуживающего персонала и ящиков для костылей и подкладок. Рабочее место оператора оборудовано креслом. Кроме того, прицеп оснащен винтовыми опорами, обеспечивающими закрепление и выравнивание пришивочного модуля на площадке звеносборочной базы.
Оборудование сборочного модуля смонтировано также на доработанном прицепе МАЗ-8925, у которого вырезана средняя часть лонжеронов и на их место установлена рама с направляющими для движения сборочного станка, смонтированы площадки для рабочего места оператора, ящиков с костылями.
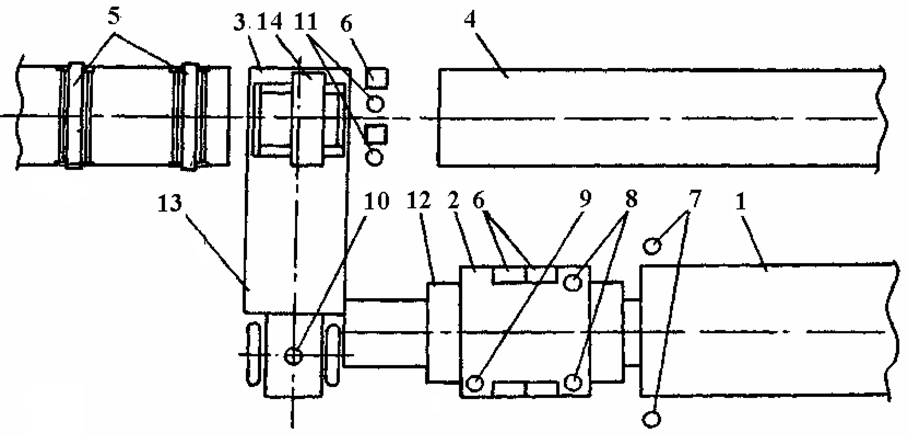
В состав сборочного модуля входят (рис 3.3.) поперечный конвейер 2, сборочный станок, гидрооборудование и электрооборудование.
Поперечный конвейер служит для приема шпал с пришивочного модуля их подачу в зону наживления пришивочных костылей сборочного станка. На стенде используется роликовый конвейер с приводом через цепную передачу от мотор-редуктора.
Сборочный станок предназначен для запрессовки пришивочных костылей и выдачи собираемых звеньев на приемные тележки.
В состав сборочного станка входит подвижная рама 3, гидроцилиндр передвижения сборочного станка 4, механизмы зажима (захвата) рельсов 5, две прессовые головки 6 с тремя пуансонами в каждой, подъемные столы и столы 7 прессовых головок 8, поддерживающие 9 и направляющие 10 ролики.
Подвижная рама по направляющим имеет возможность перемещения поперек прицепа на один шаг эпюры с помощью гидроцилиндра передвижения станка. Два механизма зажима рельсов размещены на подвижной раме, имеют привод от гидроцилиндров и служат для захвата собираемого звена и его удержание при перемещении звена на один шаг эпюры.
Устройство прессовых головок со столами, поддерживающих и направляющих роликов аналогично соответствующим элементам сборочного станка 3С–500. Подъемные столы служат для перехвата шпал с подъемных столов поперечного конвейера и их удержания в прижатом к рельсам состоянии при перемещении собираемого звена, а также их доставки тем самым на столы прессовых головок. Подъемные столы приводятся в действие гидроцилиндрами.
Для работы основных механизмов на сборочном модуле имеются две насосные станции: для прессовых головок с насосами НШ-32-У-2 и для передвижения звена с насосом 210.12.
Управление всеми механизмами поперечного конвейера, рельсопитателя и сборочного станка осуществляется с рабочего места оператора сборочного модуля.
Рельсопитатель служит для создания запаса рельсов и их попарной подачи в сборочный станок. Он состоит из пяти порталов с опорными роликами, двух механизмов подачи с электромеханическим приводом и комплекта автостыкователей. Механизмы подачи рельсов установлены непосредственно на одном из порталов. Монтируется рельсопитатель на специально подготовленном участке железнодорожного пути длиной 25 м.
Приемные тележки предназначены для поддержания звена, выходящего из сборочного станка, и последующей откатки готового звена для перегрузки. Перемещение тележек с готовым звеном обеспечивается возвратно-поступательными движениями сборочного станка, а их возвращение после перегрузки звена – вручную. Каждая тележка состоит из двух колесных пар, сварной рамы, опор и винтового домкрата для подхвата звена, приводимого вручную.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.