Заняття 39-40 (4 години)
ТЕМА 12: Універсально – збірні, збірно-розбірні, універсально-налагоджувальні пристосування (УЗП, ЗРП,УНП).
ЗМІСТ : 1 Призначення і вимоги, які пред’являються до УЗП , ЗРП,УНП
2 Конструктивні особливості УЗП,ЗРП,УНП
3 Матеріали і термообробка деталей УЗП,ЗРП,УНП
САМОСТІЙНА РОБОТА № 17 (8 годин)
ТЕМА: СКЛАДАННЯ МОНТАЖННИХ СХЕМ ДЛЯ РІЗНИХ ОПЕРАЦІЙ. ТИПОВІ ПРИСТОСУВАННЯ НА БАЗІ КОМПЛЕКТІВ УЗП І ЗРП
ЗМІСТ: 1 Мета застосування, переваги і недоліки.
2 Економічна ефективність.
3 Матеріали, які застосовуються, точність обробки, елементів, шорсткість.
Література (1,с.6-11; 2,с.210-216; 3,с.44-52)
В умовах серійного виробництва використовують так звані універсально-оборотні пристосування. Ці пристосування дозволяють швидку і багаторазову перекомпоновку її елементів, внаслідок чого вони можуть бути використані для виконання різних операцій. Це дозволяє проникненню швидковиготовляємих методів обробки в серійне виробництво и зниженню строків підготовки технологічної оснастки (існують дві основні системи універсально-оборотних пристосувань: універсально-збірна (УЗП) і універсально-налагоджувальна (УНП).
Система універсально-збірна (УЗП) складається з набору нормативних деталей з яких можна компонувати різні пристосування одноразового призначення. Ця система застосовується в малосерійному виробництві. Після використання зібраного пристосування його розбирають і деталі повертають на склад; потім із них можуть бути зібрані нові компоновки. Таким чином, система УЗП являється універсальною тільки у відношенні виготовлення пристосувань, тобто вони є не універсальними, а спеціальними (одноцільовими). Там де система УЗП використовується на протязі багатьох років, набір елементів включає в себе 25000 - 30000 деталей і деяка кількість нормалізованих нерозбірних вузлів. З цього набору можна збирати одночасно до 300 пристосувань.
Деталі основного набору розбиваються на слідуючи групи: базові деталі (квадратні і прямокутні плити, планшайби, базові угольники, кільця), лицьова сторона яких оснащена Т-образними пересічними пазами, тому можливе кріплення до неї зв’язаних деталей в різних варіантах; корпусні і опорні деталі (призми, угольники, підкладки і опори різної конфігурації), також забезпечення Т-образними пазами, прорізами і отворами для виконання різних компоновок; установчі деталі (шпонки, пальці, перехідні втулки, фіксуючі штирі); направляючі деталі (кондукторні втулки різних типів, кондукторні планки, колонки, валики); деталі для кріплення елементів УЗП (гвинти, болти, різьбові шпильки, гайки, шайби); різні деталі (рукоятки, планки, ексцентрики, пружини, деталі шарнірних з’єднань і ін.); нормалізовані нерозбірні вузли (регулюючи по висоті опори, затискачі, ділильні устрої і ін.).
В початковий період експлуатації на невеликих заводах неодноразово використовують зменшений набір елементів УЗП із 1,5-2,5 тис. деталей. Цього набору досить для збірки 300-400 пристосувань в рік.
Основні деталі з набору УЗП показані на рисунку 1 для отримання різних
компоновок їх виготовляють з
Т-образними пазами, гребнями, продовгуватими прорізами, гладкими і різьбовими
отворами. Пази виготовляють з шагом 60+0,05 мм і шириною 12 Н7, також застосовують пази шириною 8 і 16
мм.
Допустиме відхилення пазів від взаємопаралельності і перпендикулярності
складає 0,01 мм на довжині 200 мм. Технічні умови на деталі і вузли УЗП з пазом
8 мм регламентовані ГОСТом 14607.
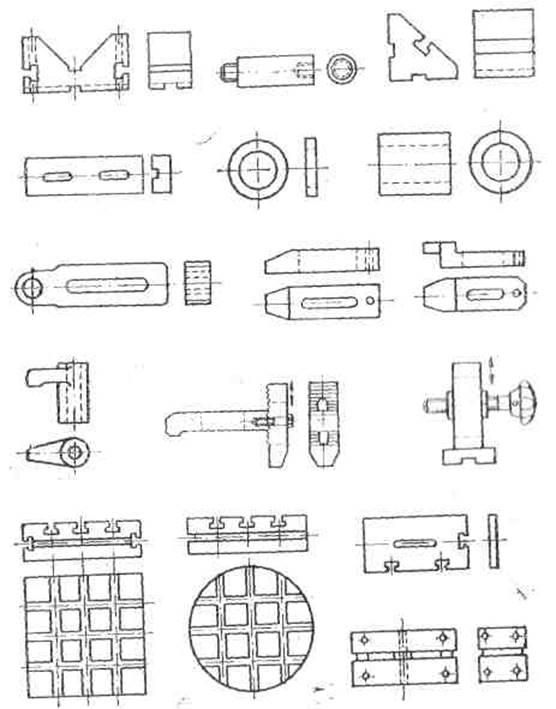
Рисунок 1 – Приклади елементів, які входять до комплекту УЗП.
Корпусні і опорні деталі виготовляють по 6 або 7-му класу точності, поверхні з’єднання цих деталей шліфують до 9-10-го класів чистоти. Розміри інших деталей, від яких залежить точність збираємих компоновок, виготовляють з допуском 5-10 мкм. Допуски на кут назначають 5 мкм на 100 мм. Допуски на деталі, від яких точність обробки не залежить, видержують по 9-12-му класах точності.
Деталі набору УЗП повинні бути міцними, зносостійкими і довгий час зберігати точні розміри і форму.
Основні деталі виготовляють зі сталі 12 ХНЗА с з наступною цементацією і загартовуванням до твердості НRСэ 62-67. Кріпильні деталі виготовляють із сталі 38 ХА із загартовуванням і відпуском до твердості НRСэ 42-46. Для направляючих і установочних деталей використовують сталі У8А і У10А із загартовуванням до твердості НRСэ 53-57. Останні менш відповідальні деталі виготовляють із сталі 45 (прихвати) і сталі 20 (шайби і ін.). Практика експлуатації системи УЗП на заводах показала, що зношення основних деталей за 10 років складає 0,01 мм.
При наявності набору деталей УЗП виготовлення пристосування зводиться до її збірки по заданій комплектовочній схемі. В особливих випадках потрібно виготовити спеціальні деталі, але їх кількість не перевищує 1-1,5% від загального числа деталей схеми. Користуючись системою УЗП, багаторазово скорочується час виготовлення пристосування. Загалом зборка пристосування середнього складання 2,5-5 годин.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.