Елементи корпусних деталей виготовляють з сірого чавуну СЧ18 з шорсткістю обробки робочих поверхонь їх елементів Rа 1,6
Збірка корпусів пристосувань здійснюється в основному без додаткової обробки або з невеликою обробкою, що не впливає на їх подальше застосування.
У ЗРП застосовують стандартизовані затискні силові вузли, які можуть багато разів використовуватися. Приблизно 90% всіх збірно-розбірних пристосувань мають механізовані затискні вузли з пневматичним або гідравлічним приводом.
У системі ЗРП застосовують і спеціальні деталі, які виготовляють залежно від форми і розмірів оброблюваної деталі. До спеціальних деталей в основному відносяться установчі елементи пристосування; трудомісткість їх виготовлення незначна.
Система ЗРП є прогресивною і економічно ефективної для серійного і масового типу виробництва. Техніко-економічна ефективність застосування системи ЗРП пояснюється великою економією виробничих витрат на проектування і виготовлення пристосувань з стандартизованих деталей і вузлів в порівнянні з витратами при виготовленні пристосувань з негостірованних деталей і вузлів. Застосування системи ЗРП значно скорочує цикл підготовки виробництва, зокрема проектування і виготовлення технологічного оснащення при переході до випуску нового типу виробу.
ЗРП відрізняються від УНП тим, що в останніх використовується незмінний постійний вузол, що становить значну частину пристосування. ЗРП же майже повністю компонуються заново з наявних стандартних або нормалізованих елементів.
На рисунку 5 представлене ЗРП для обробки заготівок 5 типу кронштейнів на токарному верстаті. Воно зібране на базі стандартної планшайби 2 (ГОСТ 21686) з використанням стандартних елементів: перехідного фланця 1, косинця 7 і відкидного затиску 4. Спеціальними елементами наладки є планка 6 з установчими стандартними пальцями для базування заготівки і противага 3.
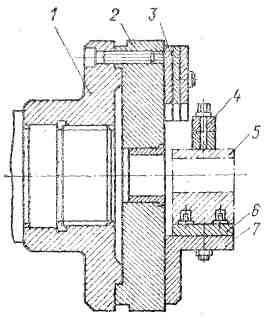
Рисунок 4 - Збірно-розбірне пристосування для обробки заготівки типу кронштейна на токарному верстаті.
Система універсально-налагоджувальних пристроїв (УНП) базується на використанні змінних установочних і направляючих елементів (вузлів), закріпляємих на базі універсального нормалізованого пристосування. Часто установочні елементи такого пристосування допускають регулювання в цілях його наладки для обробки заготовок різного типу і різних розмірів. В обох випадках забезпечується принцип оборотності, тобто можливості використання для виконання комплексу різних деталей-операцій.
УНП застосовують в умовах серійного виробництва. При запуску нової партії обробляємих деталей їх не знімають зі станка, а лише переустановлюють змінні елементи або встановлюють регулюючі опори. Внаслідок цього скорочується підготовчо-заключний час і покращується використання верстатного обладнання в часі.
Застосування УНП дозволяє зменшити строки підготовки виробництва нових об'єктів. Змінні деталі і вузли УНП не здають на склад, а зберігаються на робочому місці біля верстата. Їх установка на пристосування виконується по центруючим штирям, штифтам або по направляючим пазам без будь-якої вивірки. На переустановку змінних деталей потрібен мінімальний час (в середньому 2-3 хв.).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.