До числа нормалізованих пристосувань, на базі яких збирають УНП, відносяться машинні тиски, скальчаті кондуктори, пневматичні патрони зі змінними кулачками, планшайби зі змінними кутниками для розточки на токарному верстаті тих або інших деталей неправильної форми, роздвижні накладні кондуктори для свердління розміщених по окружністю отворів у фланцях різного діаметру і інші устрої. Кількість нормалізованих пристосувань безперестанно розширюється, в результаті чого утворюється міцна основа для подальшого розвитку системи УНП.
При обробці малих деталей на фрезерних та інших верстатах застосовують УНП зі змінними касетами. Кожна касета служить для встановлення деталей визначеного типорозміру. Переналадка пристосування в даному випадку зводиться до відповідної заміни касети. Конструкції УНП, розроблені багатьма проектно-технологічними організаціями і заводами, успішно застосовуються на заводах серійного виробництва.
Наявність освоєного парку УНП на працюючому заводі полегшує перехід на новий об'єкт виробництва. Час підготовки нового виробництва може бути при цьому значно зменшений, а ефективність його відповідно підвищена, так як відпадає необхідність конструювання і встановлення багаточисленної спеціальної оснастки.
На рис. З показано УНП з пневматичним зажимом.
Воно служить для використання фрезерних, стругальних і інших операцій при обробці деталей середніх розмірів. Налагодження пристосування і кріплень обробляємих деталей здійснюється шляхом змінних наладок (плиток) 2 і 3, які встановлені на самоустановлюючих рухливої 4 і нерухливої 1 губках. Для фіксації змінних наладок на губках передбачені установочні штирі. Можливе як пневматичне, так і ручне закріплення деталей.
Приклади деталей, які затискують в пристосуванні, показані на рисунку 5а і б. Ці деталі встановлюють двома базовими отворами на пальці, які запресовані в змінних наладках. Передбачив в змінних наладках призматичні канавки (вертикальні і горизонтальні), можна затискувати в них деталі циліндричної форми. Можливі і інші способи фіксації обробляємих деталей.
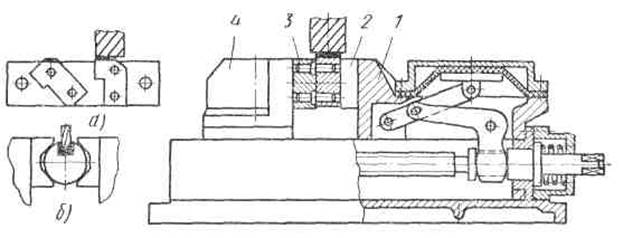
Рисунок 5 - УНП з пневматичним затиском для фрезерування
На рисунку 6 показані змінні накладки до нормалізованих скальчатих кондукторів для свердління отворів в різних деталях.
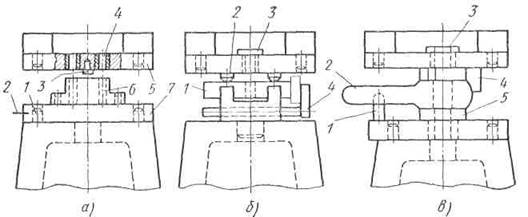
Рисунок 6 - Змінні наладки до нормалізованого скальчатого кондуктора
В пристосуванні, зображеному на рисунку 6а, нижня наладка представляє собою плиту 7, яка фіксірується на корпусі скальчатого кондуктора двома штифтами 1 і закріпляється стопорними гвинтами 2. На цій плиті встановлюють обробляєму заготовку 6. Фіксація і кріплення верхньої наладки (плити 5) з затискуючим елементом 3 і кондукторними втулками 4 здійснюється на плиті кондуктора з нижньої сторони аналогічним чином.
В пристосуванні, рисунок 6б, нижня наладка замінена призмою для закріплення циліндричних заготовок 1, які віссю орієнтируються по регулюючому упору 4. Верхня наладка має затискуючи елементи 2 і кондукторну втулку 3.
На рисунку 6в зображено пристосування для свердління отворів у головці важеля 2. Нижня наладка має опорний елемент 5 і упорний палець 1. На верхній наладці закріплені три скошених сухаря 4, які розміщені під кутом 120°, для центровки важеля по зовнішньому контуру і кондукторна втулка 3. При зміні розглянутих наладок час витрачується тільки на відкріплення і затиску двох верхніх і двох нижніх стопорних гвинтів.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.