Заняття 37 (2години)
Продовження теми 11
ТЕМА : Пристосування для свердлильних , розточних, протяжних та інших робіт.
План заняття: 9 Пристосування для обробки отворів.
10 Універсально і універсально-налагоджувальні пристосування.
11 Пристосування для протяжних робіт.
12 Пристосування для обробки зубчатих коліс
.
Література (1,с171-204;с225-231;2,с221-233)
ПРИСТОСУВАННЯ ДЛЯ СВЕРДЛИЛЬНИХ ВЕРСТАТІВ
Верстати свердлильної групи складають близько 20% від загальної кількості верстатів верстатного парку машинобудування . Найбільшу питому вагу в цій кількості верстатів цієї групи займають вертикально-свердлильні одношпиндельні верстати загального призначення (53,2%), настільні вертикально - свердлильні (31,4%) і радіально-свердлильні верстати (7,4%). Остання кількість доводиться на багатошпиндельні вертикально-свердлильні верстати, переносні, різні спеціальні і агрегатні.
Для обробки отворів на свердлильних верстатах проектується і виготовляється багатоманітне оснащення: скальчаті і інші типи кондукторів, поворотні столи і стійки, багатошпіндельні і револьверні головки, різний допоміжний інструмент і т.п. В деяких випадках розточувальні роботи, що раніше виконувалися на розточувальних і токарних верстатах, переводяться на свердлильні верстати. Пояснюється це тим, що свердлильні верстати дешевші розточних, займають мало місця і зручні в експлуатації. Так, наприклад, обробка системи отворів з приміненням поворотного кондуктора здійснюється на радіально-свердлильному верстаті швидше, ніж на розточувальному, оскільки швидше здійснюється установка шпінделя по осі отвору, а можливість вільного відвода хобота верстата убік полегшує і прискорює зміну розточувальних скалок. Все більше починає впроваджуватися переналагоджуване механізоване і частково автоматизоване свердлильне оснащення з пневматичним або гідравлічним приводом.
Із стандартних і переналагоджуваних пристосувань для свердлильних верстатів найбільше застосовуються скальчаті кондуктори консольного і портального типів, з ручним або пневматичним затискувачем. В конструкцію будь-якого скальчатого кондуктора входять постійні i змінні вузли (наладки). Постійна частина кондуктора складається з корпусу, двох або трьох розташованих в ньому скалок, на які кріпиться кондукторна плита, механізму для переміщення скалок і затиску оброблювальних деталів.
Змінні наладки проектуються відповідно до конфігурації оброблюваних деталей і складаються з установчо-затискних вузлів і змінної кондукторної плити з комплектом кондукторних втулок. Для базування і фіксації змінних наладок в корпусі і кондукторній передбачені установчі поверхні (центруючи отвори, установчі пальці, Т-образні пази і т. п.).
Існуючі різновиди скальчатих кондукторів дозволяють оброблювати найрізноманітніші за формою і розмірам деталі, починаючи з валиків і кінчаючи площинними деталями завдовжки до 1 м і більш.
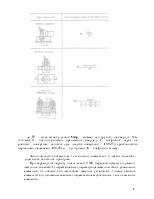
По конструкції механізму підйому і опускання скалок, який є і силовим механізмом, що затискає оброблювальні деталі кондукторною плитою, скальчаті кондуктори діляться на слідуючи основні типи: 1) з рейковим механізмом і приставним роликовим або ексцентриковим замком; 2) з рейковим механізмом і торсионно-роликовим замком; 3) з рейково-конусним (клиновим) механізмом;
4) з реєчно - пружинним механізмом; 5) з пружинно-кривошипним або пружинно-кулачковим механізмом; 6) з пневматичним приводом.
Стаціонарними пристосуваннямидля свердлення отворів в різних деталях називають такі пристосування, в яких немає поворотних частин для переміщення оброблюваної деталі в різне положення відносно ріжучого інструменту.
Стаціонарні пристосування розділяють на спеціальні і універсальні. Спеціальні стаціонарні пристосування застосовують для обробки отворів в деталях одного або декількох типів, схожих за формою і розмірам, у великосерійному і масовому виробництвах. Універсальні, стаціонарні пристосування застосовують при груповій обробці деталей, закріплених за певним верстатом, в серійному і дрібносерійному виробництвах. Число різних типорозмірів деталей, оброблюваних в універсальних стаціонарних пристосуваннях, можна значно збільшити застосуванням змінних наладок.
Широке застосування таких пристосувань, їх механізація і автоматизація значно підвищують продуктивність праці і скорочують час і засоби на підготовку виробництва до запуску нової машини.
Поворотні пристосування застосовують для обробки отворів, розташованих на різних поверхнях деталі або по колу, а також при обробці отворів в деталі на декількох позиціях столу верстата багатошпиндельними головками з різним ріжучим інструментом. При послідовній обробці отворів в деталях, встановлених в поворотних пристосуваннях, пристосування з деталями періодично повертаються біля своїх осей.
Поворотні пристосування застосовують з вертикальною, горизонтальною або похилою віссю обертання. Поворотні пристосування з вертикальною віссю обертання називають столами, а з горизонтальною віссю — стійками.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.