При подачі стислого повітря в штокову порожнину пневмоциліндра поршень з штоком, тягою 1 і валом 2 переміщаютьсявправо. Вал натискає головкою 7 на дві шайби 6 і 8, і колесо затискається між фланцем 4 оправки і знімною шайбою 6. При подачі стислого повітря в безштокову порожнину пневмоциліндра (на рисунку 1 пневмоциліндр відсутній) поршень з штоком, тягою 1 і валом 2 переміщається вліво. Головка валу відходить від шайб, оброблене колесо розтискується. Щобзняти шайбу 6 встановлену в пазу зубчастого колеса, її обертають до зіткнення трех пазів з відповідними виступами шайби 8 і знімають. Потім знімають конічне колесо з нарізанимизубами, установлюють слідуюче колесо, ставлять шайбу 6, затискають деталь и цикл обробки повторюється.
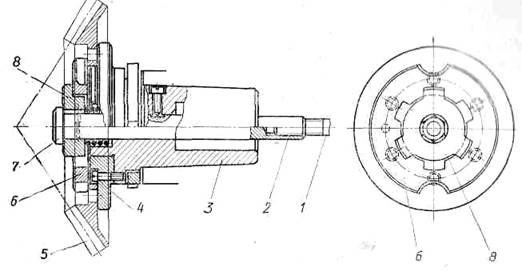
Рисунок 2 - Пристосування з пневмоприводом для нарізування зубів конічних коліс на зуборізному верстаті
Пристосування для протяжних верстатів
Протягування різних отворів, як заздалегідь оброблених, так і необроблених (штампованих), здійснюється відповідними протяжками. При протягуванні оброблювана деталь центрується і направляється відносно осі протяжки самою протяжкою. В процесі протягування сила різання притискує оброблювану деталь до опорної поверхні планшайби, встановленої в отвір станини верстата. При протягуванні отвору оброблювану деталь не закріплюють в пристосуванні, тому пристосування не мають спеціальних затискних пристроїв. Простягання різних отворів в деталях координатним методом застосовують рідше. При обробці цим методом деталі встановлюють в спеціальному пристосуванні, яке забезпечує розташування осі протягнутого отвору щодо інших базових поверхонь деталі із заданою точністю. Для протягування отворів в деталях з необробленими базовими торцями необхідно застосовувати пристосування з сферичними опорами, що самовстановлюються. При користуванні жорсткими опорами протяжка може зламатися.
На рисунку 2апоказане нормалізоване пристосування з сферичною опорою, що самовстановлюється, яке приміняється для протягування круглих і шліцьових отворів в різних деталях.
На сферичну поверхню 1 планшайби 2 кульовою поверхнею встановлена опорна шайба, що самовстановлюється, 3 із змінною втулкою 4. При протяганні отвору в деталі з необробленими торцями шайба 3 може вільно переміщатися по сферичній поверхні 1 планшайби 2 і забезпечувати правильне положення осі протяжки відносно осі протягуваного отвору. Шайба 3 притискаєтьсядо сферичної поверхні планшайби 2 чотирма плоскими пружинами 5.
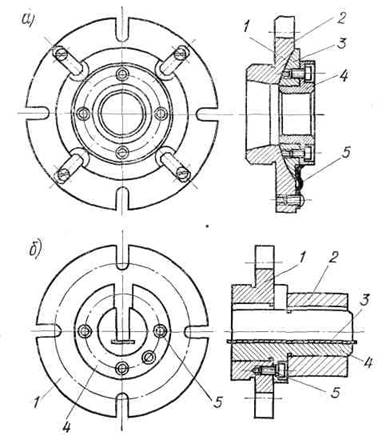
Рисунок 2 - Пристосування для протягування отворів в деталях (а) і шпонкових пазів(б)
Для правильної роботи кульової шайби 3, що самовстановлюється, необхідно виконати вимогу
L/R≥ sin φ
' де L — відстань від осі сферичної опори до точки прикладеної сили, діючої на торець цієї опори; R — радіус сферичної опори: φ— кут тертя на сферичних поверхнях, що сполучаються; tgφ=f— коефіцієнт тертя на сферичних поверхнях).
На рисунку 2б показане пристосування для установки різних деталей при протяганні в них шпонкових пазів на протяжних верстатах.
На планшайби 1 гвинтами 5 закріплена направляюча втулка 4, на яку центральним базовим отвором встановлюють оброблювану деталь 2. Направляюча втулка 4 має прямокутний паз, в яку встановлюють закалену змінну пластину 3. . Пластина при зносі протяжки забезпечує задану відстань між нижньою опорною поверхнею шпонкової протяжки і віссю отвору оброблюваних деталей, Направляюча втулка 4 також забезпечує симетричне переміщення шпонкової протяжки відносно вертикальної площини, що проходить через вісь шпонки оброблюваної деталі.
Деталі при зовнішньому протягуванні плоских і фасонних поверхонь встановлюють і закріплюють в спеціальному одно- або багатомісному пристосуванні, в якому затиск і розтиск оброблюваних деталей здійснюється від гідро- або пневмопривода Протягування зовнішніх поверхонь деталей здійснюється спеціальними протяжками на вертикально-протяжних верстатах у великосерійному і масовому виробництвах.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.