Заняття 36 (2 години)
Продовження теми 11
ТЕМА : Пристосування для фрезерних робіт.
План заняття: 4 Лещата.
5 Поворотні столи.
6 Обертаючі столи для безперервного фрезування.
7 Ділильні головки.
8 Пристосування для фасонного фрезерування
Література (1,с.204-225; 2 , с.39-59;272-278)
' Пристосування для фрезерних верстатів по вигляду подачі столу розділяють на пристосування до верстатів з прямолінійною, круговою і складною копірною подачею. По ступеню поєднання допоміжного часу з основним ці пристосування підрозділяють на дві групи: 1) пристосування, в яких при обробці деталей допоміжний час поєднується з основним; 2) пристосування, у яких при обробці деталей цей час не поєднується.
Пристосування для фрезерних верстатів бувають універсальними, універсально-збірними, універсально-налагоджувальними, груповими і спеціальними. Основний час, що витрачається при обробці деталей на фрезерних верстатах, в різних типах виробництва складає 50—80% штучного часу. Великі резерви для підвищення продуктивності праці при обробці деталей на фрезерних верстатах виявляють при заміні старих конструкцій пристосувань з ручним затиском новими пристосуваннями з механізованим приводом для затиску і розтиску оброблюваних деталей.
Машинні лещата
Машинні лещата є універсальним пристосуванням, їх застосовують для обробки різних за формою і розмірам деталей. Лещата мають постійні деталі (корпус, салазки, механізм затиску) і змінні губки, які використовують при обробці різних типорозмірів деталей. Лещата бувають з однією або двома рухомими губками, з плаваючими губками. У лещатах застосовують затискачі: ручні, гвинтові, ексцентрикові, механізовані, пневматичні, гідравлічні, пневмогідравлічні. Залежно від напряму сили затиску, діючої на рухому губку, лещата бувають з силою затиску, що тягне або штовхає.
Лещата виготовляють неповоротними, поворотними в одній площині, поворотними в двох взаємно перпендикулярних площинах. По ГОСТ 14904 верстатні лещата виготовляють три типи:
А —з ручним приводом, Б — з гідроприводом, В — з пневмоприводом.
Конструкції верстатних лещат повинні бути жорсткими, швидкодійними і зручними в роботі.
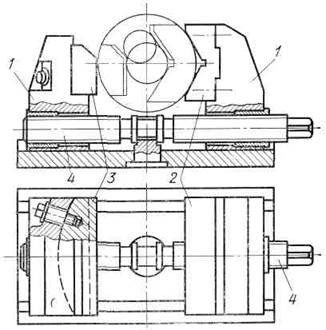
На рисунку 1 показані універсальні самоцентруючи лещата з двома постійними рухомими губками 1 і змінними губками 2 і 3. При обертанні гвинта 4 з правим різьбленням на одному кінці і лівим на іншому, губки 1 лещат зсовуються (при затиску оброблюваної деталі) або розсовуються (при розтиску її).
|
|
Рисунок 1 - Універсальні переналагоджувані лещата
На рисунку 1 показані найбільший і найменший діаметри оброблюваних деталей. У лещатах ліва призматична губка для зменшення переміщення губок при установці і знятті деталей замінена плоскою з скосом.
На рисунку 2 показані універсальні поворотні лещата з вбудованим поршневим пневмоприводом двосторонньої дії. У отворі нерухомої основи 8 лещат вбудований пневмоциліндр 1, з яким гвинтами сполучений порожнистий поворотний корпус 12. До корпусу прикріплений розподільний кран 6 з рукояткою 7 для перемикання золотника при почерговому впусканні стислого повітря у верхню або нижню порожнину пневмоциліндра 11 і випуску повітря в атмосферу. На верхній частині поворотного корпусу 12 лещат закріплена сталева плита 5. У плиті і рухомій губці 1є Т-образні пази під головки болтів для кріплення до лещат спеціальних змінних наладок. На верхній частині плити 5 закріплена регульована губка 3, яку в залежності від розмірів оброблюваних деталей можна переміщати гвинтом 4 або переставляти в пазах плити 5.
При обробці великогабаритних деталей губку 3 знімають. Під час затиску оброблюваної деталі в змінній наладці лещат стисле повітря поступає у верхню порожнину пневмоциліндра 11 і переміщає поршень 10 з штоком 9 вниз. При цьому довге плече важеля 2, що знаходиться в пазу штока 9, опускається, а коротке плече переміщає рухому губку вправо, і деталь затискається губками 1 і 3. Під час повороту рукоятки 7 золотник крана 6 пропускає стисле повітря в нижню порожнину пневмоциліндра 11. Стисле повітря, натискаючи на поршень 10, переміщає його зі штоком 9 в верх.
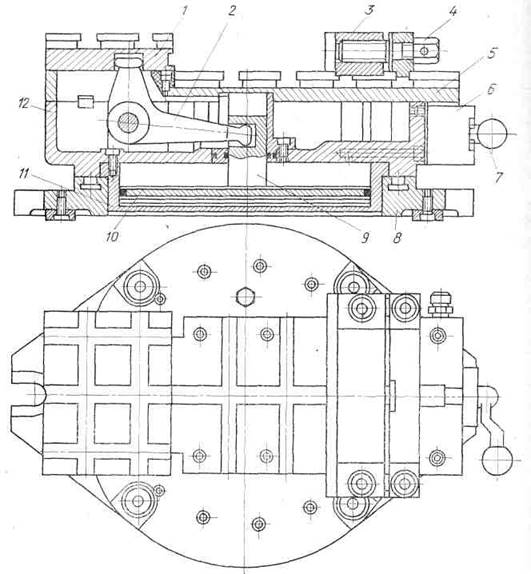
Рисунок 2 - Універсальні поворотні лещата з вбудованим поршневим пневмоприводом
При цьому довге плече важеля 2 підіймається вгору, а коротке плече відводить губку 1 вліво і деталь розтискає.
Сила затиску деталі в лещатах такої конструкції 39 200 Н при тиску стислого повітря в пневмоциліндрі 0,39 МПа. Верхня частина лещат повертається на основі 8 в горизонтальній площині на 360°.
Розглянуті конструкції переналагоджуваних лещат з механізованим приводом застосовують в серійному і дрібносерійному виробництвах для затиску деталей, оброблюваних на фрезерних верстатах.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.