При фасонному копіровальному фрезеруванні подовжнє переміщення оброблюваної деталі здійснюється разом із столом фрезерного верстата, а поперечне — спеціальним супортом, що пересувається впоперек столу верстата рейковим пристроєм з підвішеним вантажем. Вантаж притискує ролик або копірний палець до копіру, повідомляючому поперечний рух супорту. При обробці фасонних поверхонь деталей в копіровальних пристосуваннях з поступально-обертальним рухом безперервне обертання круглого столу верстата з оброблюваною деталлю здійснюється вручну або механічно, а поступальний рух здійснюється полозками столу через копір. При складанні двох рухів на оброблюваній деталі виходить заданий фасонний профіль.

Рисунок 6 - Схема побудови профілю копіра для одностороннього фрезерування деталі
Профіль копіра одержують графічним або розрахунковим способом. Схема графічної побудови профілю копіра для випадку одностороннього фрезерування деталі дана на рисунку 6. Профіль 1 деталі 2 ділять на рівні ділянки, через які проводять паралельні лінії. З точок 3, лежачих на перетині цих ліній з віссю фрези, проводять кола 4 діаметром, рівним діаметру фрези. Ці кола повинні торкатися обробленого профілю 1 деталі 2. Потім з точок 3 відкладають вправо на паралельних лініях однакові відрізки R = const, рівні відстані між осями фрези 8 і копірного ролика 10, тобто визначають шлях копірного ролика за профілем копіра 9.
З крапок 6, лежачих на осі ролика копіра, проводять кола 5 діаметром, рівним діаметру ролика 10.Далі проводять криву 7 через точки дотику, лежачих на колах 5. Крива 7 є профілем копіра. Радіус фрези повинен бути меншим мінімального радіусу увігнутої поверхні оброблюваної деталі.
Для механічних копіровальних пристосувань радіус профілю:
опуклої поверхні копіра
Rк = Rд + rф – rр;
увігнутої поверхні копіра
R'к = R'д - rф – rр;
Де Rк і R'к — радіуси опуклої і увігнутої поверхонь профілю копіра; Rді R'д — радіуси опуклої і увігнутої поверхонь профілю відповідної ділянки оброблюваної деталі; rф — радіус фрези; rр — радіус ролика копіра.
З формул виходить, що якщо rф = rр, то Rк = Rд , тобто профілі копіра і оброблюваної деталі однакові.
На рисунку 7 дана схема графічної побудови профілю копіра для фрезерування деталі, що має напівзамкнений або замкнутий зовнішній фасонний профіль, коли фреза і копірний палець розташовані по одну сторону від осі обертання деталі. Профіль 10 оброблюваної деталі 7 ділять на рівні відрізки. З центру О обертання деталі проводять через кінці відрізків профілю радіальні лінії. З точок 4, розташованих на перетині радіальних ліній з віссю фрези, проводять кола 1 діаметром, рівним діаметру фрези 6. Ці кола повинні торкатися оброблюваного профілю 10 деталі 7.
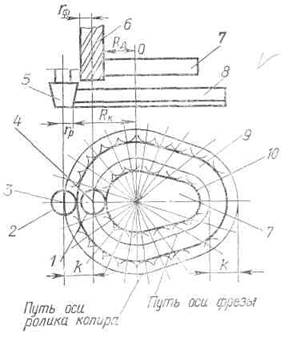
Рисунок 7 - Схема побудови профілю копіра для фрезерування зовнішнього профілю деталі
Далі з точок 4 уздовж радіальних ліній відкладають відрізки R = const, рівні відстані між осями фрези і копірним роликом 5. З точок 3,лежачих на осі копірного ролика 5, проводять кола 2 діаметром, рівним діаметру ролика. Потім проводять криву 9 через точки дотику, які лежать на колі 2. Крива 9 є профілем копіра 8. Для цього випадку радіус профілю копіра
Rк =R+ Rд + rф – rр;
де R = const — відстань між осями фрези і копірним роликом, решта позначень колишня.
Копір і ролик виготовляють із сталі 20, 20Х з термообробкою до твердості HRCэ 57—63.
Розрахунок сил затиску при обробці деталей на фрезерних верстатах
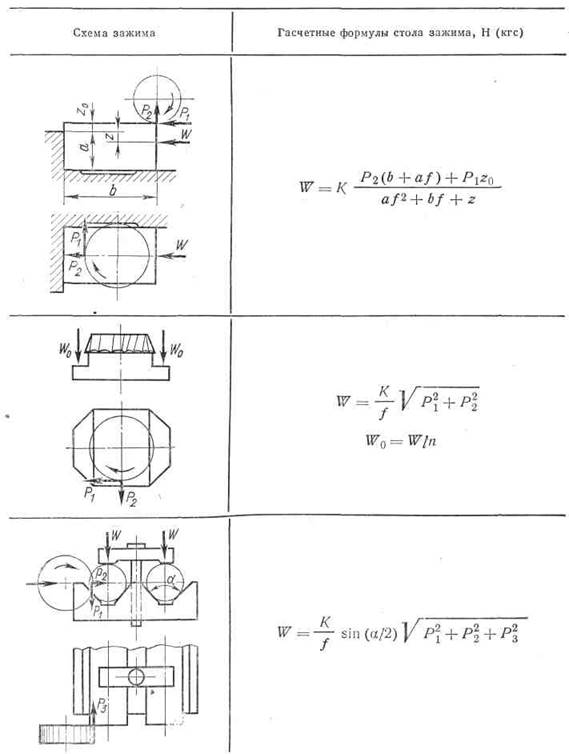
Де W — сила затиску деталі, Н (кгс); Р1 Р2, Р3 — складові сили різання, Н (кгс); f — коефіцієнт тертя на робочих поверхнях затисків (для гладких поверхонь f—0,25; з хрестоподібно нарізаними канавками f=0,45); К— коефіцієнт запасу; n — число прихватів; α — кут призми.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.