Государственный комитет Российской Федерации
по высшему образованию
Комсомольский-на-Амуре политехнический институт
Кафедра оборудования и технологии сварочного производства
ИЗУЧЕНИЕ СИСТЕМ АРДС И АРНД ПРИ ДУГОВОЙ
СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Методические указания к выполнению лабораторных работ
по курсу "Автоматика и автоматизация сварочных процессов"
Комсомольск-на-Амуре 2007
УДК 621.791. (07)
Изучение систем АРДС и АРНД при дуговой сварке плавящимся электродом: Методические указания к выполнению лабораторных работ по курсу "Автоматика и автоматизация сварочных процессов." / Сост. .-Комсомольск-на-Амуре: Комсомольский-на-Амуре политехн. ин-т. 2007.- 16 с.
Приведены методические указания по изучению систем автоматического регулирования энергетических параметров, дуги при сварке плавящимся электродом. Описана методика определения основных характеристик систем АРДС и АРНД. Методические указания предназначены для студентов всех форм обучения по специальности 12.05 "Оборудование и технология сварочного производства" по дисциплине "Автоматика и автоматизация сварочных процессов".
ОБЩИЕ СВЕДЕНИЯ
Как известно, основными параметрами дуговой сварки являются ток, напряжение на дуге и скорость сварки. Они определяют характер нагрева, плавления и кристаллизации металла шва, формирование зоны термического влияния. Режим сварки рассчитывается, исходя из необходимых геометрических размеров шва и свойств всего сварного соединения. Однако во время сварки параметры процесса не остаются постоянными. Они отклоняются от заданных значений в результате действия возмущений на систему источник питания - дуга - сварочная ванна. Это, в итоге, приводит к отклонению геометрических размеров шва и свойств сварного соединения от необходимых. Поэтому одним из основных требований, предъявляемых к современному сварочному оборудованию, является стабилизация параметров сварки в заданных пределах.
Скорость сварки в автоматах для дуговой сварки обычно стабилизируется по принципу разомкнутого регулирования подбором элементов, обеспечивающих заданную скорость перемещения дуги. Использование этого принципа оправдано незначительными возмущениями, действующими в системе привода движения сварочного автомата.
В отличие от скорости сварки, ток и напряжение на дуге могут в значительной степени отклоняться от заданных под действием возмущений, которые обусловлены капельным переносом металла, движением поверхности сварочной ванны, колебаниями напряжения питающей сети, изменением вылета электрода, проскальзыванием электродной проволоки в механизме подачи и т.д. Поэтому при разработке оборудования для дуговой сварки именно вопросам стабилизации тока и напряжения на дуге уделяется особое внимание.
В схемах современных аппаратов для дуговой сварки плавящимся электродом широкое применение нашли система автоматического регулирования параметров дуги саморегулированием (АРДС) и система автоматического регулирования напряжения на дуге с воздействием на скорость подачи электродной проволоки (АРНД).
Система АРДС основана на явлении саморегулирования параметров дуги, которое было открыто В.И.Дятловым в 1942 году. Сущность этого явления заключается в следующем. Как известно, стабильный процесс дуговой сварки плавящимся электродом возможен только при равенстве скорости подачи электродной проволоки и скорости ее плавления
Uп =Uэ. (I)
Примем, что устойчивый режим сварки определяется точкой А пересечения вольт-амперной характеристики источника питания (ИП) и дуги (Д), которому соответствуют параметры I и Uд (рис.1). Если по каким-либо причинам длина дуги увеличится, система источник питания - дуга перейдет к новому энергетическому режиму (точка В), который будет характеризоваться параметрами I' и U'д и окажется неустойчивым. Поскольку I’<I, скорость плавления электрода в новом режиме уменьшиться и дуговой промежуток начнет сокращаться, пока система не перейдет в устойчивое состояние, определяющееся параметрами I и Uд. Если в результате действия возмещений длина дуги уменьшится, то система перейдет к энергетическому состоянию, характеризующемуся параметрами I’’ и U’’д (точка С), Так как I’’>I, скорость плавления электродной проволоки повысится и дуговой промежуток будет увеличиваться до тех пор, пока система не вернется в устойчивое состояние с параметрами I и Uд. Таким образом, при постоянной скорости подачи электродной проволоки, за счет явления саморегулирования система источник питания - автомат - дуга будет поддерживать заданный режим сварки.
На основе системы АРДС построены сварочные автоматы с постоянной скоростью подачи электродной проволоки ТС-17МУ, АДФ-1001, АДФ-1002, АДГ-502 и др. В этих автоматах механизм подачи электродной проволоки является задающим органом, а постоянная скорость подачи электрода - задающим параметром.
Рассмотрим характеристики системы АРДС в статическом режиме.
Зависимость скорости плавления электрода от тока и напряжения на дуге имеет вид:
Uэ= Кст × I – Ксн × Uд, (2)
где Кст=dUэ\ d I - коэффициент стабилизации скорости плавления электрода по току, м/ч × А;
Kcн=dUэ/dUд - коэффициент стабилизации скорости плавления электрода по напряжению, м/ч × B.
К пояснению явления саморегулирования дуги
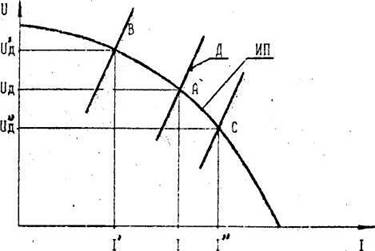
Рис.1.
Статические характеристики источника питания и системы AРДС
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.