2. Не заправляя в подающие "ролики сварочную проволоку, включить автомат на сварку и определить назначение каждого из потенциометров, расположенных на пульте управления автоматам. Дискретно изменяя скорость вращения подающих роликов во всем ее диапазону, зафиксировать соответствующие значения Uя. Рассчитать скорость подачи проволоки Un и построить график зависимости Uп=f(Uя),
3. Подготовить автомат к работе. По указанным преподавателем значениям установить скорость сварки и вылет электрода, которые при выполнении лабораторной работу долами оставаться неизменными,
4. Выполнить пробную наплавку, в процессе которой определить крайние положения потенциометров изменения тока и напряжения на дуге, при которых процесс сварки протекает устойчиво.
5. Для выполнения первого этапа установить потенциометр задающего параметра и потенциометр изменения внутреннего сопротивления источника питания в среднее положение.
6. Произвести наплавку на пластину, при этом зафиксировать ток I, напряжение на дуге Uд и скорость подачи проволоки Uп.
7. Не менял положения потенциометра задающего параметра, выполнить второй этап опыта, в процессе которого, изменяя сопротивление источника питания, уменьшить ток на 80...100 А по сравнению с первым экспериментом опыта. Зафиксировать I, Uд и Uп.
8. При выполнении третьего этапа опыта, также не меняя положения потенциометра задающего параметра, но изменяя сопротивление источника питания, увеличить ток на 80...100 А по сравнению с первым экспериментом. Зафиксировать I, Uд и Uп.
9. Опыт 2 выполняется в той же последовательности, что и опыт 1, только в этом случае необходимо установить потенциометр задающего параметра в крайнее левое положение.
15
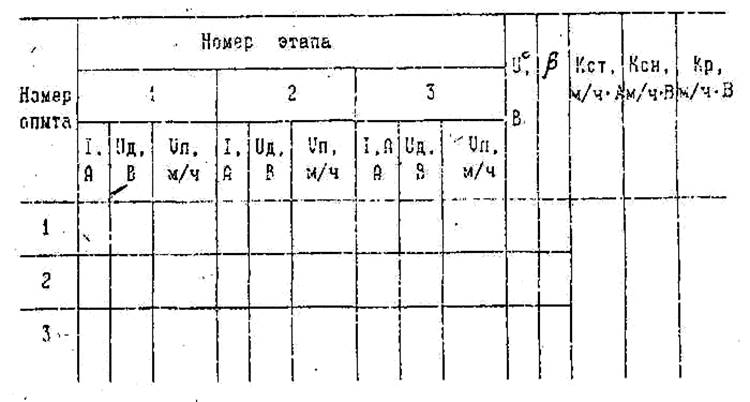
10. Опыт 3 выполняется в той же последовательности, однако в этом случае потенциометр задающего параметра необходимо установить с крайнее правое положение. Результаты опытов занести в табл.2
Таблица 2
Результаты опытов
|
|
11. По экспериментальным данным построить графики статических характеристик системы АРНД для всех опытов по которым определить величины задающих параметров U0 и угол наклона графиков ß . Результаты занести в табл.2.
12. Учитывая, что Кст= ∆ Un/∆I при Uд=const, а Kcн=∆Un/∆Uд при I=const,, разработать методику проведения экспериментов для определения Кст, Ксн и выполнить их. Определить экспериментальные значения Кст и Ксн. Используя выражение (8), определить Кр. Результаты занести в табл.2.
13. Сделать выводы. по работе, в которых необходимо отразить и объяснить влияние настройки регулятора на статические характеристики системы АРНД.
Содержание отчета
Название и цель работы.
Оборудование и материалы, используемые в работе. Функциональная блок-схема системы АРНД. Таблицы с данными экспериментов и результатами их обработки.
5. Графики зависимостей и выводи по работе.
Контрольные вопросы.
1. Какие возмущения действуют при дуговой сварке?
2. Поясните механизм стабилизации параметров сварки в аппаратах системы АРНД.
3. Что является задающим параметром в аппаратах системы АРНД?
4. Каким уравнением списывается статическая характеристика системы ПРНД?
5. Каков физический смысл коэффициентов Кст, Ксн, Кр?
5. Каким образом практически можно определить Кст, Ксн, Кр?
7. Каким образом производится настройка автоматов системы АРНД на заданный режим?
8. В каких случаях целесообразно использование автоматов системы АРНД?
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Львов Н.С., Гладков Э.А. Автоматика и автоматизация сварочных процессов; Учебное пособие для вузов по специальности "Оборудование и технология сварочного производства", - М,; Машиностроение, 1982. .- 302 с.
2. Автоматизация сварочных процессов Под ред. В,К.Лебедева, В.П.Черныша. - Киев: Вища шк,, I986- 296с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.