|
Операция |
Время, мин |
Последовательность выполнения и время, мин |
|
Заезд |
4,1 |
4,1 9,2 29,2 59,8 64,9
|
|
Снятие закрепления |
3,0 |
|
|
Надвиг |
1,0 |
|
|
Роспуск |
9,5 |
|
|
Осаживание вагонов ЗСГ |
4,8 |
|
|
Осаживание |
2,7 |
|
|
Окончание формирования |
2,0 |
|
|
Время цикла |
|
|
|
Горочный интервал |
tг = 55,7/3 = 18,6 мин |
|
Горочный технологический интервал равен:
tг=Тц/nц, где nц – число составов в цикле.
Суточная перерабатывающая способность горки равна:
Nсутпер=(1440-tпост)·m/tг + (1440-tпост)·nоф/Tц, где tпост – время на подготовительные операции, смену локомотивных бригад, заправку локомотивов топливом; принимаем tпост=30мин.
Часовая перерабатывающая способность горки равна:
Nчаспер = 60·m/tг.
При работе одного локомотива получаем:
Nсутпер= (1440-30)·45/27,1+ (1440-30)·(6/3)/27,1 = 2445 вагонов/сут;
Nчаспер = 60·45/27,1 = 100 вагонов/час.
При работе двух локомотивов получаем:
Nсутпер= (1440-30)·45/18,6 + (1440-30)·6/55,7 = 3563 вагона/сут;
Nчаспер = 60·45/18,6 = 145 вагонов/час.
Очевидно, что при работе двух локомотивов перерабатывающая способность горки увеличивается.
3. Технология формирования и окончания формирования поездов
3.1 Исходные данные
Составы из m=56 вагонов накопившихся одногруппных поездов; число расцепок, приходящееся на один сформированный состав ρ0=0,18.
Состав накопившегося многогруппного поезда и число групп приведены на рисунке 5.

Рисунок 5 – Состав многогруппного поезда.
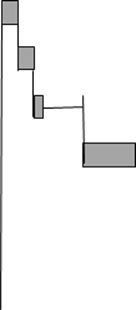
Расположение вагонов по станциям назначения в сборном поезде приведено на рисунке 6.

Рисунок 6 – Расположение вагонов по станциям назначения в сборном поезде.
Схема перестановки вагонов из сортировочного парка в парк отправления приведена на рисунке 7.
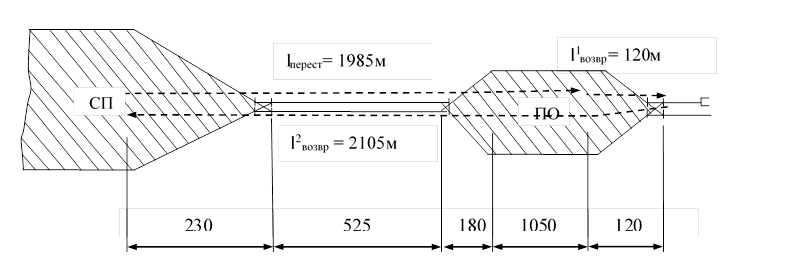
Рисунок 7 – Схема перестановки вагонов из сортировочного парка в парк отправления
3.2 Требуется:
а) рассчитать нормы на окончание формирования одногруппного поезда со стороны вытяжки;
б) рассчитать нормы на формирование многогруппного поезда со стороны горки;
в) рассчитать нормы на формирование многогруппного поезда со стороны вытяжки;
г) построить технологические графики формирования и окончания формирования поездов.
3.3 Выполнение.
Технологическое время на окончание формирования одногруппного поезда определяется по формуле:
Тоф= Т птэ+ Т подт , где Тптэ – время на расстановку вагонов в соответствии с ПТЭ;
Тподт - время на подтягивание вагонов;
Тптэ= B + E × m,
Тподт = 0,08 × m
где В, Е – нормативные коэффициенты, зависящие от среднего числа расцепок ρ0.
При ρ0 =0,18 получаем
Тподт = 0,08 ×56 = 4,48 мин,
Тптэ= 0,58 + 0,04∙56 = 2,82 мин,
Тоф= 4,48 + 2,82 = 7,3 мин.
Технологическое время окончания формирования многогруппного поезда со стороны вытяжки определяется:
Тсбоф= Тс + Тсб ,
где Тс – время сортировки, мин.;
Тсб –время сборки вагонов на один путь, мин.
Время сортировки состава многогруппного поезда :
Тс= А·g + Б×m, где А и Б – нормативные коэффициенты на расформирование состава с вытяжных путей.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.