ширина 4600 4500
высота 1850 1700
Частота вращения валка, об/ мин 25-36 25-3f5
Линейная скорость, м/с 1,25-1,8 1,1-1,6
Усилие на валке, МН (т) 6,6(660) 5,4(540),
Масса установки (в сборе с приводами), т 34 31
К недостаткам валковых прессов, разработанных НИИхиммашем, следует отнести сравнительно низкую производительность, а также большое количество просыпи, обусловленное конструкцией приемного бункера.
Рациональная конструкция бункера имеет большое значение, как для снижения отходов, так и для обеспечения возможности изготовления прессованных материалов с различными свойствами. Одно из требований к конструкции бункерных устройств заключается в том, что при изменении расстояния между валками не должны образовываться боковые зазоры, в которые просыпается порошок.
Бункерное устройство отечественных валковых прессов устанавливается непосредственно на валки и состоит из двух боковых стенок и двух перегородок; зажатых между ними. Боковые стенки имеют в нижней части фасонную вырезку радиусом, соответствующим радиусу валка. При работе пресса нижняя часть боковых стенок быстро изнашивалась с образованием зазора и как следствие - с увеличением количества просыпающегося порошка.
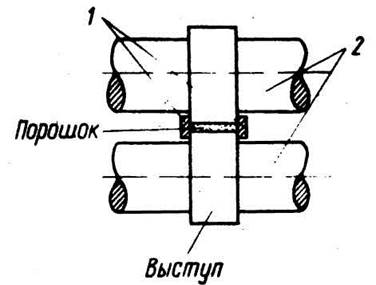
Рис.6. Схема расположения валков и бункера в прессе:
1 - стенки бункера; 2 - валки.
Рекомендуется конструкция с выступом, который охватывает щеки бункера (рис.6). При таком устройстве валки могут раздвигаться без нарушения плотности прилегания щек бункера к выступу, в котором опрессовывается порошок.
Основные зарубежные конструкции.
Первые установки для прессования порошковых материалов предназначались в основном для угольной промышленности. За последние 20 лет прессовое оборудование, выпускаемое за рубежом, нашло широкое применение в самых различных отраслях промышленности. Например, разработанный и выпускаемый фирмой "Хутт" (ФРГ) для фармацевтической промышленности вальцевый уплотнитель L 200/50P предназначен для гранулирования мелкодисперсных материалов и сконструирован так, что в процессе уплотнения порошков исключена возможность попадания в него посторонних предметов, загрязняющих продукт.
Уплотнитель (рис.7) состоит из прессовочно-гранулирующей головки, механизма привода валков и подпрессователя со специальным шнеком и плавно регулируемым приводом,
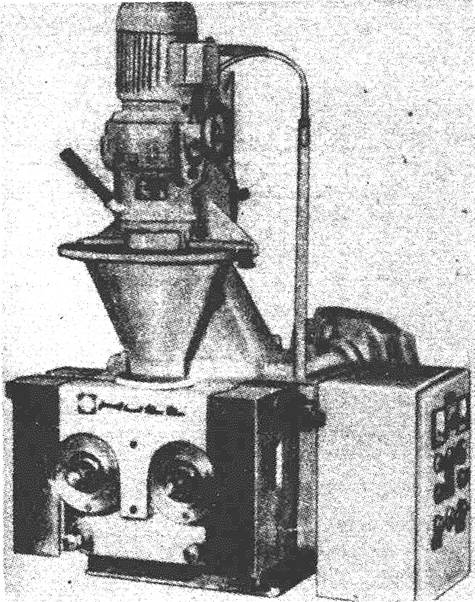
Рис.7. Вальцевый уплотнитель L200/50Р.
а также пульта управления. Уплотнители L200/50P могут поставляться в исполнении, обеспечивающем возможность охлаждения валков. Фирма "Хутт" выпускает также вальцевые уплотнители для проведения экспериментальных исследований. Ниже приведены основные технические показатели уплотнителей типа L200/50Р фирмы "Хутт":
Размеры валков, м диаметр 0,20
длина 0,05 .
Частота вращения, об/мин валков 3-30
шнека 9-90
Производительность, кг/ч 20-100
Максимальная мощность привода, кВт валков 4
шнека 1
Фирма "Сают-Конрер" (Франция) выпускает вальцевые уплотнители для установок по переработке хлорида калия, калийных шлаков, фосфатов, фосфорно-калийных удобрений на основе томасшлаков и других порошкообразных удобрений. Эти установки отличаются высокой производительностью: 50-80 т/ч брикетов и 12-40 т/ч гранул (з зависимости от требуемого гранулометрического и химического состава готового
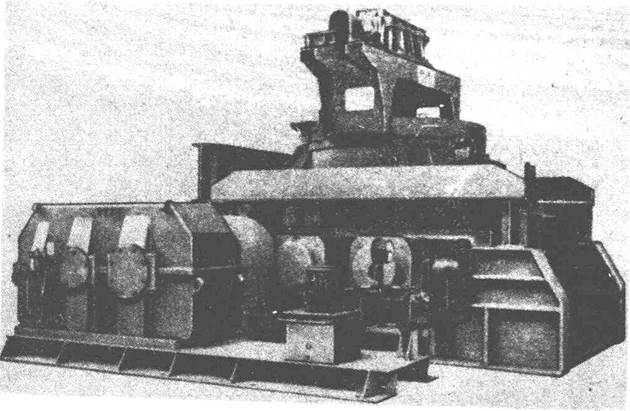
Рис.8. Валковый пресс фирмы "Сают-Конрер".
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.