6 Анализ существующего технологического процесса
В этом разделе выполнен анализ двух механических операций технологического процесса:
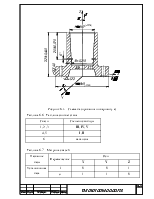
1) «120 Сверлильная», на которой обрабатываются отверстия во фланце детали (см. рис.6.1);
2) «130 Фрезерная», на которой производится обработка двух симметрично расположенных технологических пазов, которые необходимы для выхода долбежного резца.
В анализе показаны достоинства и недостатки заводского способа обработки от принятого в данной курсовой работе, приведен анализ схем базирования и закрепления заготовки, рассмотрены и обоснованы принципы совмещения и постоянства баз.
6.1 Расчет припусков на механическую обработку
Расчет припусков на диаметральный размер будем производить для наружной цилиндрической поверхности Ø413,8h9 с Ra=6,3мкм. Расчет производим расчетно-аналитическим методом, профессора В.М.Кована, при помощи ЭВМ.
Предельные отклонения es, ei выбираем по ГОСТ 25347-82.
Шероховатость Rz, дефектный слой h выбрали согласно [5, стр. 187].
Пространственное отклонение определяем по формуле:
![]() , (6.1)
, (6.1)
где ![]() -
коробление обрабатываемой заготовки;
-
коробление обрабатываемой заготовки;
![]() - смещение по плоскости разъема опок.
- смещение по плоскости разъема опок.
Величину смещения определяем
согласно [4] ![]() .
.
Величину коробления обрабатываемой заготовки определяем по формуле:
![]() ,
(6.2)
,
(6.2)
где ![]() - кривизна поковки по [СТМ, с.186];
- кривизна поковки по [СТМ, с.186];
![]() мм
– длина обрабатываемого участка.
мм
– длина обрабатываемого участка.
Выполняем расчет согласно (6.2):
![]() мкм
мкм
Находим пространственное отклонение на заготовительной операции:
![]()
Пространственное отклонение на остальных операциях находим при помощи коэффициента уточнения:
- для чернового точения
![]()
- для получистового точения
![]()
- для чистового точения
![]()
Для определения погрешности установки воспользуемся формулой:
![]() ,
(6.3)
,
(6.3)
где ![]() - погрешность базирования;
- погрешность базирования;
![]() - погрешность закрепления.
- погрешность закрепления.
Для рассчитываемого
диаметрального размера погрешность базирования на всех операциях при закреплении
в трехкулачковом патроне будет равна нулю (![]() ).
Таким образом погрешность установки будет состоять только из погрешности
закрепления, которая по [3,
табл.4.10] будет равна:
).
Таким образом погрешность установки будет состоять только из погрешности
закрепления, которая по [3,
табл.4.10] будет равна:
- для чернового точения
![]()
- для получистового точения
![]()
- для чистового точения
![]()
Таблица 6.1 – Исходные данные для расчета припусков
6.2 Анализ и обоснование схем базирования и закрепления заготовки
Качество изготовления детали в большой степени зависит от правильности установки и закрепления заготовки на станке. Установка состоит из базирования, т.е. ориентации заготовки относительно исполнительных органов станка, инструмента или траектории его перемещения, и закрепления, т.е. приложения сил к заготовке для фиксации положения заготовки, достигнутого при базировании.
Поверхность, используемая для базирования, должна соответствовать следующим требованиям:
-большие размеры, геометрически правильная форма;
-низкая шероховатость поверхности (без задиров, наплывов, буртиков, остатков литниковой системы и т.д.);
-непосредственная размерная связь с обрабатываемой поверхностью, близкое расположение к обрабатываемой поверхности;
-отсутствие значимых деформаций и низкой жесткости базовых поверхностей;
-использование принципа постоянства баз;
-возможность простого и удобного закрепления заготовки.
6.2.1 Анализ и обоснование схемы базирования и закрепления заготовки на операции 120 Сверлильная с ЧПУ
Рисунок 6.1 – Эскиз обработки
Выбор метода установки и закрепления заготовки на станке определяется конфигурацией заготовки, серийностью изготовления и принятыми методами обработки. Методы установки и закрепления заготовки на столе станка существенно влияют на точность, качество обрабатываемых поверхностей и на общую продолжительность обработки.
Для анализируемой 120 операции заготовку в процессе обработки достаточно лишить 5 степеней свободы (потому что заготовка – тело вращения, а обрабатываемые поверхности располагаются симметрично друг другу). На данную операцию предложим две различных схемы базирования заготовки:
а) базирование по внутренней конической поверхности заготовки;
б) базирование по наружной цилиндрической поверхности и торцу заготовки.
Рассмотрим первый вариант базирования (см. рис.6.2).
Рисунок 6.2 – Схема базирования по внутренней конической поверхности
Таблица 6.2 - Таблица соответствия
|
Название базы |
Связи |
Степени свободы |
|
ДНБ+O |
1, 2 ,3, 4, 5 |
I, II, III, IV, V |
|
Вакансия |
6 |
VI |
Таблица 6.3 – Матрица связей
|
Название базы |
Перемещение |
Оси |
||
|
X |
Y |
Z |
||
|
Двойная направляющая + опорная база |
l |
1 |
1 |
1 |
|
α |
1 |
1 |
0 |
|
Данную схему базирования можно реализовать в виде конической оправки.
Анализируя данную схему базирования можно отметить:
- конические оправки отличаются высокой центрирующей способностью, в
связи с чем можно записать, что погрешность базирования на выдерживаемые диаметральные размеры: ![]() ;
;
- для закрепления заготовки в приспособлении в процессе обработки необходимо использовать прихваты, что увеличивает габариты всего приспособления.
Рассмотрим вариант б) (см.рис.6.3).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.