7 Выбор способа получения заготовки
Рационально
выбранный способ получения заготовки обуславливает величину себестоимости
детали.
Для мелкосерийного производства и для получения хороших экономических
показателей необходим вид получения заготовки, обеспечивающий высокую
производительность и минимальные припуски на обработку.
От величин припусков зависит масса, а значит и величины коэффициентов использования заготовки и металла.
Для выбранного типа производства можно использовать отливки, поковки кованные и штампованные на молотах.
Применение отливок исключено ввиду того, что применяемый материал не является литейным.
Припуски меньше у штампованных заготовок, однако, для их применения необходимо создавать специальную оснастку.
Сделаю технико-экономический расчет выбора заготовки на примере поковок штампованной и кованной и заводской заготовки по методике описанной в [1 стр.29].
Определяю стоимость заводской заготовки по формуле:
Sзагпр.
=М+ΣC0.3 [1. Стр.29] (7.1)
где
М - затраты на материал заготовки
М=QS - (Q-q) Sотх, где (7.2)
1000
Q - масса заготовки, кг
( по заводским данным Q = 216кг)
S - цена 1 кг материала заготовки
(по [ 1, стр.29] S = 150 грн/т = 0,15 грн/кг)
q - масса готовой детали, кг
(q = 74,3)
Sотх - цена 1т отходов, грн
(Sотх = 23 грн/т по [ 1 ,стр. 30])
М = 216×0,15-(216-74,3)×_ 23 = 29,12 грн. = Sзаг пр.
1000
( так как Σ С0,3 за неимением не учитываю)
Расчет стоимости кованной и штампованной поковок нахожу по формуле:
Sзаг = (Сi Q Kт Кс Кв Км Кп))-(Q-q) Sотх , где (7.3)
1000 1000
( Присваиваю индексы 1 и 2 соответственно данным для заготовок кованной и штампованной)
Сi - базовая стоимость 1 т заготовок
Сi1 = 221 грн.
Сi2 = 973 грн. [1, стр.30]
Кт - коэффициент точности
Кт1 = 1
Кт2 = 1,05 [1, стр.30]
Кс - коэффициент сложности
Кс1 = 0,87
Кс2 = 0,87 [1, стр.30]
Км - коэффициент группы материалов
Км1 = Км2 = 1,13 [1, стр.31]
Кп - коэффициент объема производства
Кп1 = Кп2 = 1,0 [1, стр. 31]
Кв - коэффициент зависящий от массы
Кв1 = Кв2 = 0,74
Q - масса заготовки
Q1 =191 кг (расчет см. ниже)
Q2 (укрупненное) = 191.0,7 = 133,9 кг.
Расчитываю Sзаг1, Sзаг2
Sзаг1 = (221/1000 .191.0,87 . 1,13 . 1,0 . 0,74) - ( 191 - 74,3) 23/1000 = 24,03 грн.
Sзаг2 = (973/1000 .133,9.1,05. 0,87. 1,13 .1,0 . 0,74) - (133,9-74,3) 23/1000 = 98,14 грн.
Как видно из результатов расчетов штампованная заготовка изначально невыгодна.
Это значит, что для использования принимаю поковку кованную.
Определяю экономический эффект от применения данной заготовки:
Э=(Sзагпр.-Sзаг1) =29,11-24,03=5,08 грн.
Проектирование заготовки произвожу по ГОСТ 7829-70 « Поковки из углеродистой и легированной сталей, изготавливаемые свободной ковкой на молотах» [5]
По табл.1 стр.5 определяю форму и соотношение размеров поковки - втулки с уступами и отверстиями, изготавливаемые в подкладных кольцах или подкладных штампах (более подходят для данной детали и ее габаритов подкладные кольца).
Размеры поковки определяю с использованием черт. 12 и табл.12 стр.23:
n для Ø565 и высоты детали 86 припуск 18+7 мм
n для Ø406 и высоты детали 16 припуск 16+7 мм (уступ)
n для Ø88 и высоты детали 86 припуск 14+7 мм (меньшее отверстие)
n для Ø130 и высоты детали 86 припуск 14+7 мм (большее отверстие)
n для Н=86 припуск 13+4 мм
n для h=65 припуск 13+4 мм.
Мпок = ρ . V , где (7.4)
ρ = 7,8 г/см3 - плотность железа
V - объем заготовки, он состоит из объема двух колец
( индексы в формуле см. рис. 7.1)
V = π/4 (D12·l5 + D22·(l6 - l5) - d32·30 - d42·(l6 -30)) = (7.5)
= 3,14/ 4 (60,12.7,8+43,8 2 . 3,4-6,0 2 . 3,0-10,2 2 . 7,0)=26381 см3
отсюда
Мпок = 7,8 . 26,381 = 191 кг
Определяю Ким и Киз по новой массе, используя формулы (5.1, 5.2)
Ким = 74,3/191 = 0,38 > 0.34(коэффициент повысился, но незначительно)
Киз = 74,3/ 191+ ( 191-74,3) = 0,24 >0,21( также несколько повысился).
На рисунке 7.1 показан общий вид заготовки
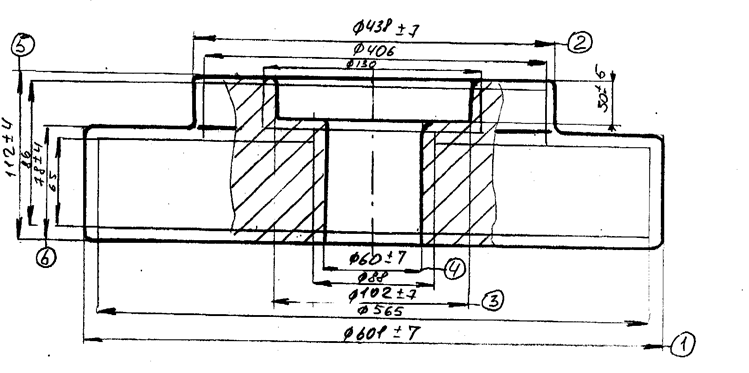 |
Рисунок 7.1-Общий вид заготовки-поковки.
По рекомендациям [5] разрабатываю технические требования к заготовке:
1. Поковка кованная ГОСТ 7829-70 .
2. Неуказанные кованые радиусы R = 15мм
3. Неуказанные уклоны 2-30.
4. В отверстиях поковки сверх припусков допускается уклон не более 1:20.
5. Неуказанные предельные отклонения размеров + 2 мм.
6. Очистку отливки произвести в дробеструйной камере.
7. На торцах отверстий допускаются заусенцы высотой до 2мм, выходящие при механической обработке.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.

