8.3 Расчет припусков на механическую
Расчет припусков производится на один из наиболее точных размеров детали – отверстие диаметром 216 Н7 (+0,046). Используется расчетно-аналитический метод проф. В.М. Кована [11]. Непосредственно расчет выполняется с помощью ЭВМ (имя программы – «рrip.»).
Исходные данные (таблица 8.4):
а) маршрут механической обработки корпуса, который состоит из четырех операций (включая заготовительную):
– поковка ковкой на молотах с использованием подкладных штампов по ГОСТ 7829-70; предельные отклонения - ±0,6 мм;
– точечное черновое по IT 12;
– точечное чистовое по IT 9;
– точечное тонкое по IT 7;
б) шероховатость поверхностей Rz, мкм, определяется по [11, с. 63-64, таблица 4.3, 4.5]; для каждого метода обработки (таблица 8.4);
в) дефективный слой поверхностей после обработки h, мкм, определяется по [11, с.63-64, таблица 4.3, 4.5];
г) суммарная величина пространственных отклонений поверхностей; поскольку заготовка получена в подкладных штампах, то, согласно [11, с. 66, таблица 4.1] суммарное пространственное отклонение состоит из эксцентричности (несоосности) прошиваемого центрального отверстия по отношению к наружному контуру заготовки, ρз= ρэкс=1,5 мм [по 2, с. 186, таблица 1]; остаточные пространственные отклонения на обработанных поверхностях определяются по формуле [11, с. 73]:
ρост = КУ ρзаг,
где Ку – коэффициент уточнения формы; Ку=0,06 для черновой обработки, Ку=0,04 для чистовой обработки;
д) погрешность установки заготовки, которая состоит из погрешности базирования и закрепления; погрешностью базирования в данном случае можно пренебречь, поскольку заготовка устанавливается в самоцентрирующем патроне; погрешность закрепления при установке определяется по [11, с. 78, таблица 4.10];
Таблица 8.4 – Исходные данные для расчета припусков на размер Æ216 Н7(+0,046)
|
Наимено-вание опе-рации маршрута обработки |
Обозначение точности |
Предель-ные откло-нения мм |
Элементы припуска, мм |
||||
|
шерохо-ватость Rz (i-1) |
дефект-ный слой h(i-1) |
прост-ранств. отклоне-ния ρ (i-1) |
Погрешность |
||||
|
базиро-вания ε б(i) |
закреп-лени ε з(i) |
||||||
|
Поковка ковкой на молотах в подкл. штампах |
ГОСТ 7829-70 |
+6 -6 |
– |
– |
– |
– |
– |
|
Точение черновое |
квалитет 12 |
+0,46 0 |
300 |
300 |
1500 |
0 |
700 |
|
Точение чистовое |
кваитет 9 |
+0,115 0 |
100 |
100 |
90 |
0 |
500 |
|
Точение тонкое |
квалитет 7 |
+0,046 0 |
30 |
30 |
60 |
0 |
100 |
РАСЧЕТ ПРИПУСКОВ НА ДИАМЕТРАЛЬНЫЕ РАЗМЕРЫ
Имя программы - ¢prip¢
Вычислительный центр инженерного факультета СумГУ 03.06.1999
Исходные данные:
Обрабатываемая поверхность – отверстие в заготовке с отверстием Æ216+0,046
|
Наименование перехода или операции маршрута обработки поверхности |
Обозначение точности |
Предель-ные отклонения, мм |
Элементы припуска, мкм |
||||
|
шерохо-ватость Rz(i-1) |
дефект. слой h(I-1) |
простр. отклон. р(i-1) |
погрешность |
||||
|
базир. Еб(i) |
закр. Ез(i) |
||||||
|
Правка ковкой на молотах |
ГОСТ 7829-70 |
+6.000 -6.000 |
– |
– |
– |
– |
– |
|
Точение черновое |
квалитет 12 |
+0.460 0 |
300 |
300 |
1500 |
0 |
700 |
|
Точение чистовое |
квалитет 9 |
+0.115 0 |
100 |
100 |
90 |
0 |
500 |
|
Точение тонкое |
квалитет 7 +0.046 0 |
+0.046 |
30 |
30 |
60 |
0 |
100 |
Результаты расчета:
Расчетные значения |
Принятые значения, мм |
||||||||
|
припуск, мкм |
расчет-ный размер, мм |
расчет-ный размер |
номинальный размер с предельными отклонениями |
предельный размер |
припуск, мкм |
||||
|
мини |
расч. |
мини-мальный |
макси-мальный |
миним. |
расч. |
макс. |
|||
|
– |
– |
197.089 |
197 |
203 ±6.000 |
197 |
209 |
– |
– |
– |
|
4511 |
16511 |
213.623 |
213.6 |
213.6±0.460 |
213.6 |
214.06 |
4600 |
16600 |
17060 |
|
1417 |
1877 |
215.531 |
215.5 |
215.5±0.115 |
215.5 |
215.615 |
1440 |
1900 |
2015 |
|
354 |
469 |
216 |
216 |
216±0.046 |
216 |
216.046 |
385 |
500 |
546 |
![]() КОНЕЦ РАСЧЕТА
КОНЕЦ РАСЧЕТА
По результатам расчета строится схема расположения полей припусков и допусков на размер Ø216 Н7 (+0,046) (рисунок 2.4).
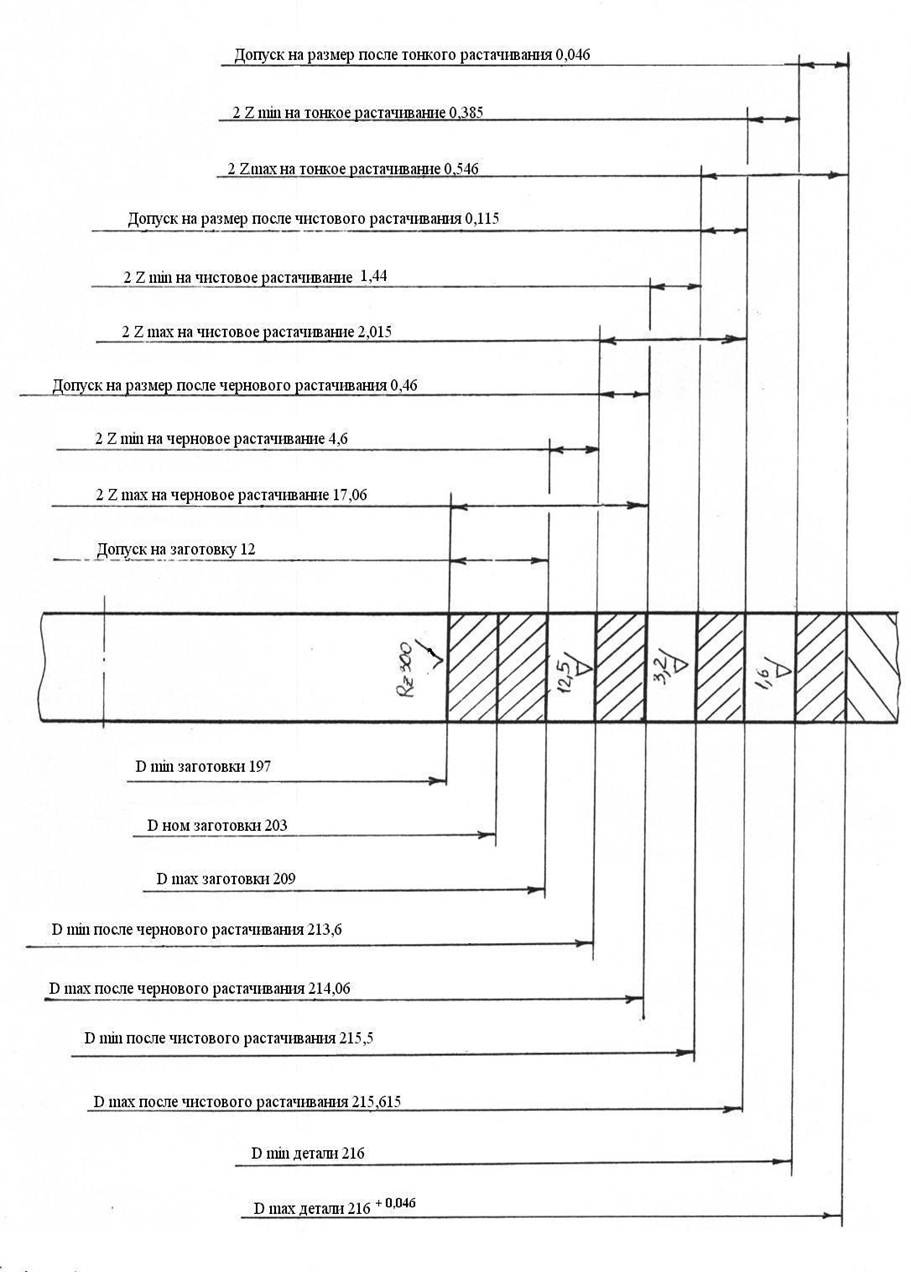
Рисунок 8.4 Схема расположения полей припусков и допусков
8.4 Расчеты режимов резания
а) Расчет режима резания при точении (операция 045).
1) Исходные данные:
– марка обрабатываемого материала – сталь 40, sв=569 МПа;
– параметры заготовки: Æ440 h12(-0,63), Ra=12,5мкм;
– параметры обработанной детали: Æ420 h12(-0,63), Ra=12,5мкм.
2) Назначения глубины резания.
Глубина резания при получистовом точении принимается равной припуску на обработку t=10 мм.
3) Выбор режущего инструмента.
Обработка ведется токарным проходным резцом с механическим креплением шестигранной пластины из твердого сплава. Материал пластины Т12К6 [2, с.116]. Геометрические параметры пластины: главный угол в плане j=45°, вспомогательный угол в плане j1 =15°, радиус при вершине r=2 мм, угол наклона главной режущей кромки l=0, задний угол a=8°, передний угол g=12°. Сечение державки резца – 40х40 мм [ , с. 134, приложение 5].
4) Выбор подачи
При получистовом наружном точении резцом из твердого сплава подача принимается S=0,8 мм/об.
5) Определение скорости резания
Скорость резания определяется по формуле [2, с. 265]:
V=(Cv/Tm*tx*Sy)*Kv ,
где Cv=340, х=0,15, у=0,45, m=0,2 [2, с. 269, таблица17] – коэффициент и показатели степени в формуле скорости резания;
Т=30 мин [2, с. 269] – период стойкости инструмента при одноинструментной обработке;
T=10 мм – глубина резания;
S=0,8 мм/об – подача;
Kv – поправочный коэффициент.
Kv=Kмv* Kпv* Kиv,
Kмv=Кr*(750/sв)nv ,
где Кr =1 [2, с. 262, таблица 2] – коэффициент, учитывающий группу стали по обрабатываемости;
nv =1 [2, с. 262, таблица 2] – показатель степени.
Кмv =1 (750/569)1=1,32;
Кпv = 1 [2, с. 263, таблица 5] – коэффициент, учитывающий влияние состояния поверхности заготовки;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.