

























|
Министерство образования и науки Украины Сумский государственный университет |
|
Сайко Виталий Викторович |
|
Студенческая научно-исследовательская работа |
|
Разработка методики измерения радиуса ОКРУГЛЕНИЯ режущих кромок лезвий с помощью растрового электронного микроскопа |
|
Сумы - 2001 |
|
Научные руководители: Залога Вильям Александрович, доктор технических наук, профессор; Криворучко Дмитрий Владимирович, аспирант |
Содержание................................................................................................................... 2
Введение.......................................................................................................................... 3
РАЗДЕЛ 1. состояние вопроса.............................................................................. 4
1.1 Современные представления о качестве рабочих поверхностей лезвий режущих инструментов.................................................................................................................... 4
1.2 Современные методы измерения радиуса округления режущей кромки.......... 6
1.3 Краткие сведения о принципе растровой электронной микроскопии................ 9
РАЗДЕЛ 2. Разработка методики измерения радиуса округления режущей кромки......................................................... 12
2.1 Теоретическое обоснование способа измерения радиуса округления режущей кромки............................................................................................................................... 12
2.2 Методика измерения радиуса округления режущей кромки.............................. 16
2.3 Описание программы.............................................................................................. 19
2.4 Апробация методики и оценка точности измерений........................................... 20
2.5 Пример практического использования методики измерения радиуса округления режущей кромки............................................................................................................... 23
ВЫВОДЫ............................................................................................................................. 30
Список использованных источников.......................................................... 31
ПРИЛОЖЕНИЕ А. Программа автоматизированного определения радиуса округления режущей кромки......................................................... 32
Хорошо известно, что качество рабочих поверхностей лезвий режущего инструмента определяет не только его работоспособность, но и выходные показатели процесса резания в целом. При оценке качества инструментов актуальной задачей является точное измерение малых радиусов округления режущих кромок (РК). Однако, применение известных способов и методик, основанных, как правило, на использовании оптических микроскопов, не дает желаемых результатов.
В связи с этим целью предлагаемой работы является разработка максимально автоматизированной методики измерения радиусов округления режущих кромок лезвий с помощью растрового электронного микроскопа. За основу был взят способ измерения, предложенный проф. Залогой В. А. и Криворучко Д. В. []. В ходе выполнения работы решались: задача корректного математического обоснования способа, разработка методики, алгоритма и программы его реализации, апробация способа и сравнение его с известными. В качестве примера практической реализации в работе представлены результаты исследования влияния группы инструментального материала и покрытия на радиус округления РК.
В работе предложен новый подход к определению среднего радиуса округления по длине режущей кромки, разработан соответствующий алгоритм и показаны его преимущества по сравнению с известными методиками.
Работа выполнялась в рамках госбюджетной научно-исследовательской работы по теме 67.01.04 00-01 г/б, руководитель проф. Залога В.А. Результаты работы внедрены в учебный процесс в курсе «Рабочие процессы высоких технологий в машиностроении».
1.1 Современные представления о качестве рабочих поверхностей лезвий режущих инструментов
Качество поверхностей режущего инструмента является важнейшим критерием его работоспособности. Высококачественная обработка поверхностей инструмента уменьшает его износ и, следовательно, сокращает его расход и тем самым снижает в себестоимости продукции удельный вес затрат, приходящихся на изготовление и эксплуатацию режущего инструмента []. Среди показателей качества поверхности режущего лезвия выделяют: а) шероховатость рабочих поверхностей и режущей кромки; б) радиус округления режущей кромки; в) твердость поверхностного слоя; г) структуру поверхностного слоя.
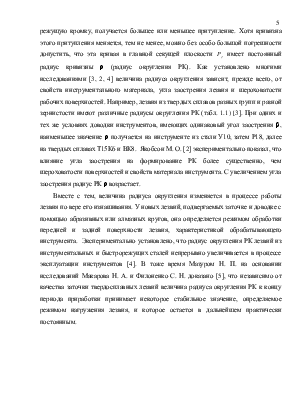
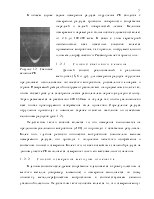
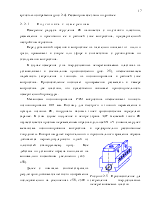
Режущая кромка инструмента представляет собой
пространственную криволинейную поверхность сопряжения двух поверхностей
(передней ![]() и задней
и задней ![]() ),
непосредственно участвующих в срезании слоя металла. Условно ее можно принять
за пространственную кривую линию, принадлежащую обеим образующим ее поверхностям,
микронеровности которых пересекаются на режущей кромке и, накладываясь друг на
друга, обусловливают ту или иную ее шероховатость (рис. 1.1).
),
непосредственно участвующих в срезании слоя металла. Условно ее можно принять
за пространственную кривую линию, принадлежащую обеим образующим ее поверхностям,
микронеровности которых пересекаются на режущей кромке и, накладываясь друг на
друга, обусловливают ту или иную ее шероховатость (рис. 1.1).
|
Рисунок 1.1 - Режущая кромка ВК8 после заточки [] |
Даже при самой тщательной доводке рабочих поверхностей
инструмента невозможно получить абсолютно острое лезвие, вследствие чего при
пересечении двух поверхностей, образующих режущую кромку, получается большее
или меньшее притупление. Хотя кривизна этого притупления меняется, тем не
менее, можно без особо большой погрешности допустить, что эта кривая в главной
секущей плоскости ![]() имеет постоянный радиус
кривизны r (радиус округления РК). Как
установлено многими исследованиями [, , ] величина радиуса округления зависит,
прежде всего, от свойств инструментального материала, угла заострения лезвия и
шероховатости рабочих поверхностей. Например, лезвия из твердых сплавов разных
групп и разной зернистости имеют различные радиусы округления РК (табл. 1.1) []. При одних и тех же условиях доводки инструментов, имеющих одинаковый угол
заострения b, наименьшее значение r получается на инструменте из стали У10,
затем Р18, далее на твердых сплавах Т15К6 и ВК8. Якобсон М. О. [] экспериментально показал, что влияние угла заострения на формирование РК более
существенно, чем шероховатости поверхностей и свойств материала инструмента. С
увеличением угла заострения радиус РК r
возрастает.
имеет постоянный радиус
кривизны r (радиус округления РК). Как
установлено многими исследованиями [, , ] величина радиуса округления зависит,
прежде всего, от свойств инструментального материала, угла заострения лезвия и
шероховатости рабочих поверхностей. Например, лезвия из твердых сплавов разных
групп и разной зернистости имеют различные радиусы округления РК (табл. 1.1) []. При одних и тех же условиях доводки инструментов, имеющих одинаковый угол
заострения b, наименьшее значение r получается на инструменте из стали У10,
затем Р18, далее на твердых сплавах Т15К6 и ВК8. Якобсон М. О. [] экспериментально показал, что влияние угла заострения на формирование РК более
существенно, чем шероховатости поверхностей и свойств материала инструмента. С
увеличением угла заострения радиус РК r
возрастает.
Вместе с тем, величина радиуса округления изменяется в процессе работы лезвия по вере его изнашивания. У новых лезвий, подвергаемых заточке и доводке с помощью абразивных или алмазных кругов, она определяется режимом обработки передней и задней поверхности лезвия, характеристикой обрабатывающего инструмента. Экспериментально установлено, что радиус округления РК лезвий из инструментальных и быстрорежущих сталей непрерывно увеличивается в процессе эксплуатации инструментов []. В тоже время Мазуром Н. П. на основании исследований Макарова Н. А. и Филоненко С. Н. доказано [], что независимо от качества заточки твердосплавных лезвий величина радиуса округления РК к концу периода приработки принимает некоторое стабильное значение, определяемое режимом нагружения лезвия, и которое остается в дальнейшем практически постоянным.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.