14 Расчет технологических размерных цепей
Расчет выполняю для четырех размеров (наружных) S1=88-0,87; S2=33±0,05; S3=38h8(-0,039); S4=7±0,05. Для вычислений применяю методику «Теории графов».
Эскизы детали заготовки и маршрута обработки приведены на рисунке 14.1.
Методика расчета взята из источника [10].
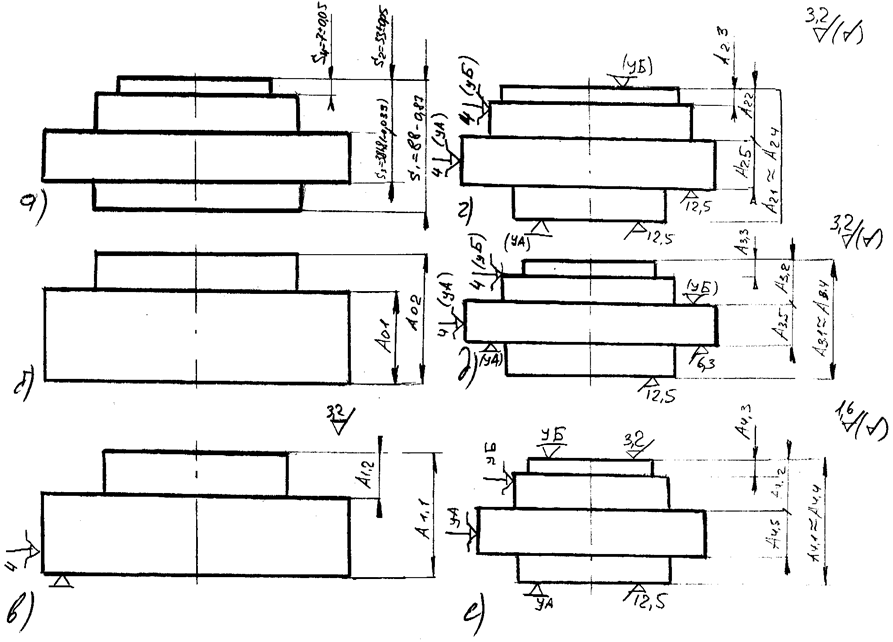 |
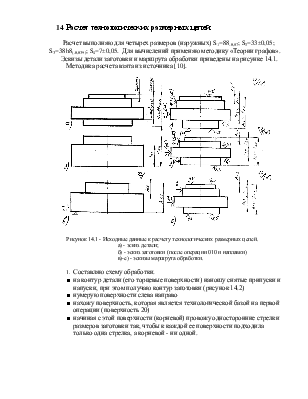
Рисунок 14.1 - Исходные данные к расчету технологических размерных цепей.
а) - эскиз детали;
б) - эскиз заготовки (после операции 010 и наплавки)
в)-е) - эскизы маршрута обработки.
1. Составляю схему обработки.
n на контур детали (его торцевые поверхности) наношу снятые припуски и напуски, при этом получаю контур заготовки (рисунок 14.2)
n нумерую поверхности слева направо
n нахожу поверхность, которая является технологической базой на первой операции (поверхность 20)
n начиная с этой поверхности (корневой) провожу односторонние стрелки размеров заготовки так, чтобы к каждой ее поверхности подходила только одна стрелка, а корневой - ни одной.
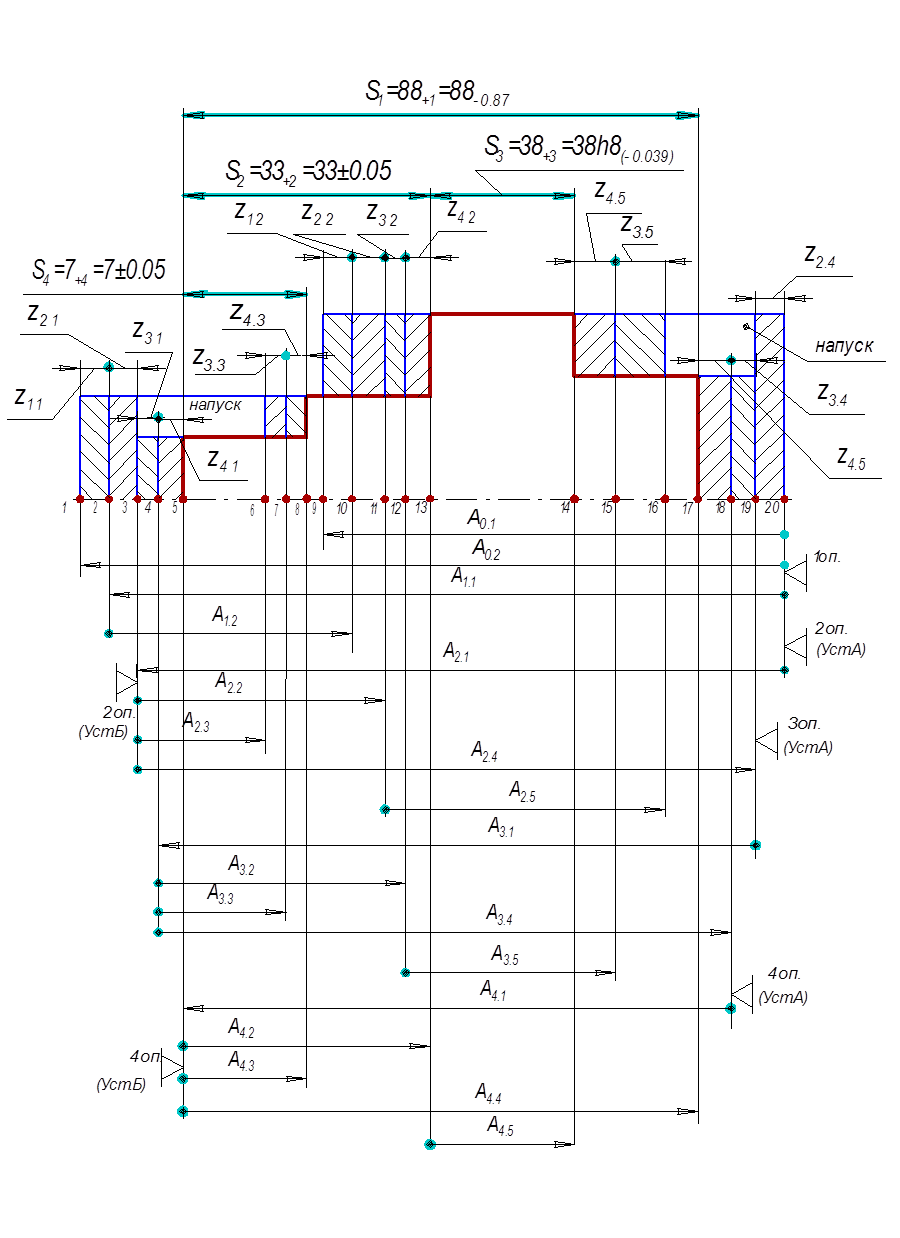 |
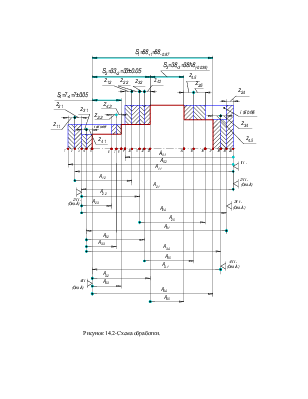
Рисунок 14.2-Схема обработки.
n наношу на схему все размеры мехобработки односторонними стрелками в порядке выполнения операций и переходов в направлении от измерительных баз к обрабатываемым поверхностям.
n наношу на схему все конструкторские размеры.
2. Проверяю правильность построения схемы обработки:
(количество технологических размеров еAi равно сумме конструкторских размеров и припусков [SSi+SZi], к каждой поверхности, кроме корневой подходит только одна стрелка).
3. Строю дерево технологических размеров на рисунке 14.3.
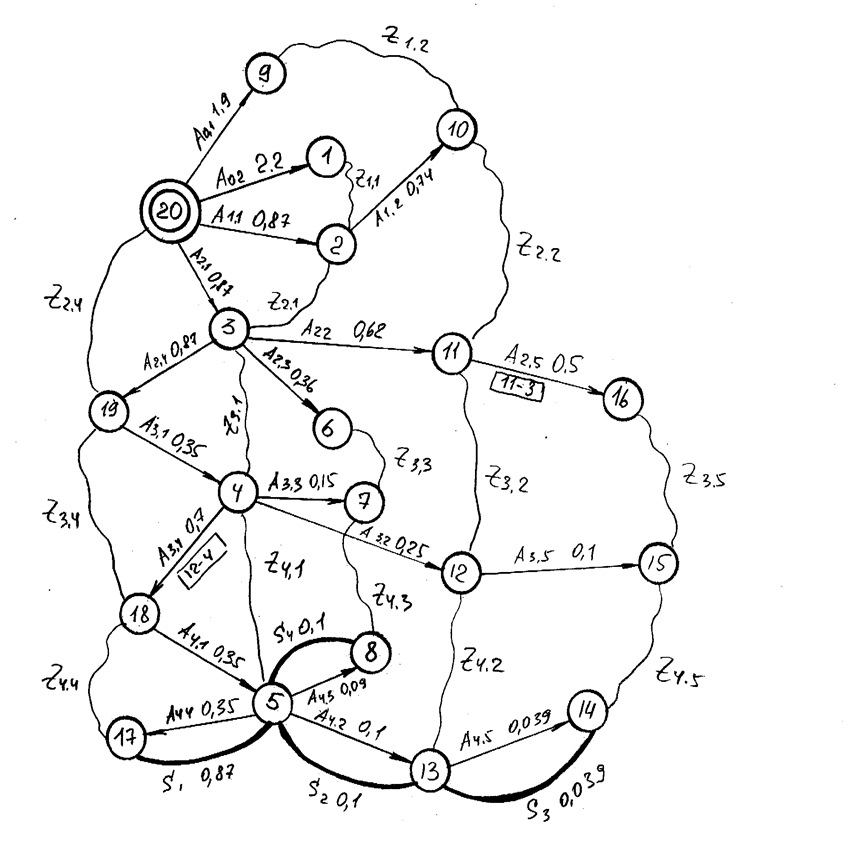 |
3. Строю граф технологических размерных цепей, нанеся на дерево технологических размеров припуски и конструкторские размеры.
5. Определяю величины допусков на технологические размеры по таблицам средней экономической точности. Выбираю для каждого размера квалитеты и допуски (приведены в таблице 14.1) [4, стр.8, табл.4]
n Учитываю доминирующие погрешности (заготовки, базирования)
n Наношу полученные величины допусков на ребра дерева Аi, и определяю, не превышает ли расчетная погрешность допуска конструкторских размеров (не превышает)
n Заполняю таблицу расчета допусков (таблица 14.1)
Таблица 14.1-Расчет допусков на технологические размеры, мм.
|
Индекс размера |
Способы обработки |
Точность размеров IT |
Шероховатость, Rz |
Величина размера |
Величина допуска |
Доминирующая погрешность |
Расчетный допуск |
|
А01 |
Сварка |
16 |
80 |
до 80 |
1,9 |
1,9 |
|
|
А02 |
Сварка |
16 |
80 |
до 120 |
2,2 |
2,2 |
|
|
А11 |
14 |
20 |
до 120 |
0,87 |
0,87 |
||
|
А12 |
Черновое |
14 |
20 |
до 80 |
0,74 |
0,74 |
|
|
А21 |
Подрезание |
14 |
20 |
до 120 |
0,87 |
0,87 |
|
|
А22 |
14 |
20 |
до 50 |
0,62 |
0,62 |
||
|
А23 |
14 |
20 |
до 10 |
0,36 |
0,36 |
||
|
А24 |
14 |
80 |
до120 |
0,87 |
0,87 |
||
|
А25 |
12 |
80 |
до 50 |
0,25 |
Еб=0,25 |
0,5 |
|
|
А31 |
Получисто- |
12 |
20 |
до 120 |
0,35 |
0,35 |
|
|
А32 |
Вое |
12 |
20 |
до 50 |
0,25 |
0,25 |
|
|
А33 |
Подрезание |
12 |
20 |
до 10 |
|||
|
А34 |
12 |
80 |
120 |
0,35 |
Еб=0,35 |
0,7 |
|
|
А35 |
10 |
40 |
До 50 |
0,1 |
0,1 |
||
|
А41 |
Чистовое |
12 |
20 |
До120 |
0,35 |
0,35 |
|
|
А42 |
Подрезание |
10 |
10 |
До 50 |
0,1 |
0,1 |
|
|
А43 |
11 |
10 |
До 10 |
0,09 |
0,09 |
||
|
А44 |
12 |
80 |
До120 |
0,35 |
0,35 |
||
|
А45 |
Тонкое подрезание |
8 |
10 |
До 50 |
0,039 |
0,039 |
6. Используя таблицу 14.2, рассчитываю технологические размеры, т.е.
n Записываю в гр.1 все конструкторские размеры и припуски, в гр.2 записываю величины и допуски соответствующих размеров в соответствии с чертежом, а величину минимальных припусков по данным СТМ. По графу определяю ожидаемую погрешность замыкающих звеньев и вписываю ее в гр. 4. Определяю допустимую величину корректировки по формуле:
Кѕі=± 1/2 (δѕі-ρѕі), мм (14.1)
где
Кѕі - величина допустимой корректировки, мм.
ρѕі - ожидаемая погрешность этого размера, мм.
Средние скорректированные размеры заношу в гр.6.
По графу технологических размерных цепей нахожу значения средних технологических размеров (из предварительно составленных уравнений контуров)
Аср4.5 = Scр3 = 37,9805 мм
Аср4.4=Scр1=37,9805 мм
Аср4.3=Scр4=37,9805 мм
Аср4.2=Scр2=37,9805 мм
Аср4.1=Аср4.4+Zср4.4=87,6+0,6=88,2мм
Аср3.5=Аср4.5+Zср4.5-Zср4.2=37,9805+0,95+0,6=39.5305 мм
Аср3.4=Аср4.1+Zср4.1=88,2+0,8=89 мм
Аср3.5=Аср4.3-Zср4.3-Zср4.1=7-0.9+0,8=6,9 мм
Аср3.2=Аср4.2+Zср4.1-Zср4.2=33+0,8-0,6=33,02 мм
Аср3.1=Аср3.4+Zср3.4=89+0,9 = 89,09 мм
Аср2.5=Аср3.5+Zср3.5+Zср3.2=39,5305+1,7+1,4 = 42.6305 мм
Аср2.4=Аср3.1+Zср3.1=89,09+1=90,09мм
Аср2.3=Аср3.3-Zср3.3+Zср3.1=6,9-1,2+1=6,7 мм
Аср2.2=Аср2.3+Zср3.3-Zср4.3-Аср4.3+Аср4.2-Zср4.2-Zср3.2=6,7+1,2+0,9-7+33-0,6-1,4=32.8 мм
Аср2.1=Аср2.4+Zср2.4=90,09+1,2=92,01 мм
Аср1.1=Аср2.1+Zср2.1=92,01+1,2= 93,21 мм
Аср0.2=Аср1.1+Zср1.1=93,21+2,5=95,71мм
Аср0.1=Аср1.1+Zср1.2-Àср1.2=93.21+2,7-32,1=63.81 мм
Полученные средние расчетные значения перевожу в номинальные, и корректирую на величину допускаемой корректировки замыкающих звеньев соответствующих размерных цепей, (не забывая изменять и последние).
В соответствии с полученными значениями Аі и размерами заготовки произвожу коррекцию этих видов размеров в техпроцессе.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.