21.Охрана труда
21.1.Анализ потенциальных опасностей и вредностей спроектированного участка и разработка мероприятий по их устранению с учетом экологического обоснования.
21.1.1. Краткая характеристика проектируемого участка.
В планах развития машиностроительного комплекса страны последовательно проводится линия по уменьшению ручного труда, обеспечение благоприятных санитарно-гигиенических условий для трудящихся, внедрение новой техники, сокращающей производственный травматизм и профессиональных заболеваний. Особенно важным является соблюдение правил безопасности труда при механической обработке заготовок на металлорежущем оборудовании.
На участке производится механическая обработка гильзы цилиндров 240-1002021 двигателя внутреннего сгорания Д-240.
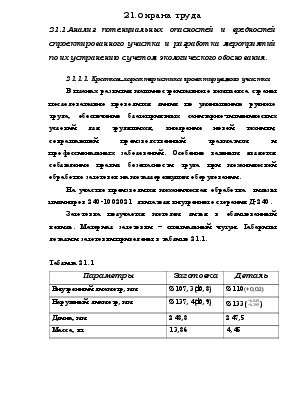
Заготовка получается методом литья в облицованный кокиль. Материал заготовки – специальный чугун. Габариты детали и заготовки приведены в таблице 21.1.
|
Параметры |
Заготовка |
Деталь |
|
Внутренний диаметр, мм |
Æ107,3(±0,8) |
Æ110(+0,02) |
|
Наружный диаметр, мм |
Æ137,4(±0,9) |
Æ133( |
|
Длина, мм |
248,8 |
247,5 |
|
Масса, кг |
13,86 |
4,45 |
Годовой объем выпуска – 160 тыс. штук.
Производство по изготовлению гильзы цилиндра является крупносерийным. На участке расположено 21 станок:
· Токарно-многорезцовый полуавтомат мод. 1Н713;
· токарно-гидрокопировальные автоматы мод. ЕМ-140А и НТ502 с автооператором;
· вертикально-расточные четырехшпиндельные полуавтоматы мод. КЛ- 1А652 и 1С374;
· токарные многорезцовые полуавтоматы мод. 1А730 с автооператором;
· вертикально-хонинговальный станок мод.3М83.
Также на участке имеется моечная машина. Металлорежущее оборудование соответствует данному типу производства. Транспортировка между станками осуществляется поштучно с помощью цепного конвейера.
Производственный участок располагается в цехе с шириной пролета 18 м и шагом колон 12 м, высота цеха – 7,2 м.
Для обработки детали применяется следующая технологическая оснастка: на токарных и расточных операциях – пневматические патроны, секторные и гидропластовые оправки с пневматическим приводом; на хонинговальных станках – специальные приспособления автооператоры с пневматическим приводом. В качестве режущего инструмента используются стандартные резцы, в частности, подрезные резцы – по ГОСТ 26611-85, ГОСТ20872-80; проходные резцы – по ГОСТ 26611-85, кроме этого на 015-ой токарно-копировальной операции используется немецкий резец, оснащенный пластиной из металлокерамики производства немецкой фирмы «CeramTec»; расточные головки, хонинговальные бруски по ГОСТ25594-83.
На всех металлорежущих операциях, кроме токарной операции 015, применяется СОЖ в состав которой входит 3-5% эмульсия и эмульсола Укринол-1 по ТУ 38101197-76.
Для питания оборудования электроэнергией используется трехфазная четырех проводная сеть напряжением 380/220 В. В цехе применяется смешанное освещение: искусственное– общее( лампы дневного света) и местное, естественное- с помощью оконных проемов и фонарей Электрическая сеть на участке для осветительных приборов – 220 В при частоте – 50 Гц.
При обработке заготовки из чугуна образуется поэлементная стружка скалывания и пыль, стружка собирается вручную со станка в тару, а затем сбрасывается в бункера подземного стружковоза, из которого она затем поступает на склад отходов.
Доставка заготовок на участок осуществляется со склада заготовок электрокарами, грузоподъемностью 2 т..
На участке оборудована приточно-вытяжная вентиляция.
21.1.2. Потенциальные опасности и вредности участка.
В процессе технологической обработки гильзы 240-1002021 на проектируемом участке могут возникать следующие потенциальные опасности и вредности:
· опасности контакта с отлетающей из зоны резания стружкой на токарных станках;
· опасность контакта станочника с вращающейся деталью на токарных операциях, вращающимся инструментом на расточных и хонинговальных операциях, с передвигающимися деталями автооператоров во время работы, наладки станка, ремонта или смене инструмента;
· при механической обработке детали из чугуна с применением СОЖ, возникает загазованность и запыленность воздуха;
· наличие избыточного тепла за счет тепла, выделяемого в процессе резания инструментом, деталью, от работы электродвигателей, от тепла выделяемого стружкой;
· повышенный уровень шума на рабочих местах вследствие одновременной работы станков участка, пневмоприводов, подачи, закрепления деталей;
· опасность появления напряжения на металлических нетоковедущих частях оборудования в виду нарушения изоляции;
· недостаточность освещения внутренней поверхности детали на хонинговальной операции;
· загромождение рабочего места за счет накопления стружки на рабочих местах;
· опасность попадания в зону подвижных частей цепного конвейера;
· опасность контакта работающих с острыми кромками , заусенцами на поверхности заготовок и деталей при загрузке заготовок;
21.1.3. Мероприятия достижения безопасности работы на участке.
Для устранения потенциальных опасностей и вредностей предусматриваются следующие мероприятия:
· на металлорежущие станки установить подвижные защитные кожухи со смонтированными окнами, кожухи должны быть окрашены в желтый цвет по ГОСТ 12.04.026 ,и закрыть все движущиеся и вращающиеся узлы станка;
· для удаления с рабочей зоны чугунной пыли, вредных испарений СОЖ участок оборудован приточно-вытяжной вентиляцией (расчет см. пункт 1.2)
· для обеспечения постоянного давления пневмосистемы предусмотрен обратный клапан, для защиты от превышения давления применяем предохранительные клапаны;
· в целях снижения уровня шума на пневмораспределители установить глушители, на защитные кожухи – звукоизолирующую облицовку;
· для предотвращения контакта с острыми кромками , заусеницами на поверхности заготовок и деталей обеспечить всех рабочих спецодеждой;
· для предотвращения поражения электрическим током выполняется защитное заземление металлических нетоковедущих частей станков, которые могут оказаться под напряжением в результате повреждения изоляции;
· для местного освещения следует применять светильники, устанавливаемые на станках и отрегулируемые так, чтобы освещенность рабочей зоны была не ниже значений, установленных для выполнения норм;
· газоразрядные лампы утилизируют.
В связи с острой проблемой охраны окружающей среды, возникает необходимость защиты ее от вредных выбросов машиностроительных предприятий. Результатом этих выбросов является пагубное воздействие не только на окружающую среду, но и на здоровье человека. В связи с этим возникает необходимость изучения источников загрязнения и разработка мероприятий по их устранению.
На проектируемом участке механической обработки гильзы цилиндра 240-1002021 основными вредными факторами являются чугунная пыль и СОЖ. Для того, чтобы они не загрязняли окружающую среду разработаны следующие мероприятия:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.