














1. Определение фонда времени и расчеты, связанные с объемом выпуска.
Действительный фонд времени Fд для работников определяем согласно исходным данным, приведенных в таблице 1.
Таблица 1 - Действительный годовой фонд времени работы работников
|
Продолжительность рабочей недели, часов. |
Продолжительность основного отпуска, дней. |
Номинальный годовой фонд времени Fн, часов. |
Процент потерь от номинального фонда П,% |
Действительный годовой фонд времени работы работников Fд |
|
40 |
24 |
2045 |
12 |
1800 |
Принимаем двухсменный режим работы, 40-часовую рабочую неделю с двумя выходными днями.
Действительный годовой фонд работы оборудования Fдо (в часах) рассчитываем по формуле:
Fдо = [(365-104-C)×8]×m×(1-M/100), (1)
где 365 – количество календарных дней в году, дн.;
104 – количество выходных дней за год, дн.;
С – количество праздничных дней в год, С = 9 дн.;
8 – продолжительность рабочего дня, час;
т – количество смен работы оборудования, т = 2;
М – потери времени на проведение ремонта, обслуживание и наладку оборудования, М = 4% (поточная линия).
Fдо = [(365-104-8)×8]×2×(1-4/100) = 3871
Исходя из годового объема выпуска изделий N = 50000 штук, определяем месячный объем изделий.
Месячный объем
Nм = N/12, (2)
где 12 –количествомесяцев в году.
Nм = 50000/12 = 4167 шт.
Такт выпуска Т изделий из участка сборки узла определяем по формуле
Т = Fдо×60×h /N, (3)
где h - коэффициент использования автоматического оборудования,
(h = 0,7-0,75)
Т = 3871×60×0,7 /50000 = 3,25 мин.
Определяем трудоемкость сборки изделия
Трудоемкость сборки пневмоаппарата клапанного согласно [3] приблизительно равняется 0,822 мин.
Исходя из месячного объема Nм = 4167 шт. и трудоемкости сборки изделий 53,75 часа по [1, с. 461] определяем тип производства – массовый.
В массовом типе производства номенклатура выпускаемых изделий постоянна.
2. Служебное назначение изделия и описание его работы.
Воздушный клапан тормозного крана служит для подачи сжатого воздуха из воздушного баллона в тормозные камеры. Воздушный клапан открывается при нажатии на тормозную педаль. Сжатый воздух из баллона поступает в тормозные камеры. Когда педаль тормоза отпущена, пружина поднимает толкатель и держит клапан в закрытом состоянии. При этом подача сжатого воздуха в тормозные камеры прекращается.
Условия эксплуатации клапана:
- температурный интервал работы -30°С … +60°С;
- загрязнение воздушной среды не более 4 мг/м3;
- нагрев корпуса свыше +60°С не допускается;
Уровень шума пневмоаппарата клапанного не более 20 дБ.
Давление воздуха в сети - 0,4…0,63 МПа.
Рабочая нагрузка пружины – 10000 циклов закрывания и открывания.
Скорость срабатывания клапана 1 раз в 10 с.
Быстрота действия - 5 дм3/с.
Средняя наработка на отказ не менее 400часов.
Средний ресурс до капитального ремонта - 10000 часов.
Габаритные размеры, мм:
длина - 77
ширина - 42
высота – 46
3. Нормы точности изделия, их составление.
Необходимо:
- обеспечить давление пружины Р = 40±0,5 Н.
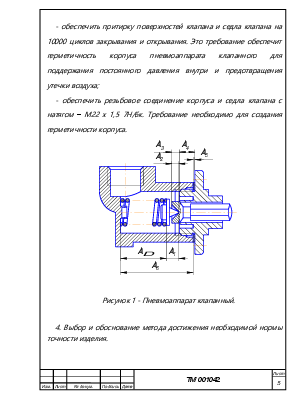
- обеспечить притирку поверхностей клапана и седла клапана на 10000 циклов закрывания и открывания. Это требование обеспечит герметичность корпуса пневмоаппарата клапанного для поддержания постоянного давления внутри и предотвращения утечки воздуха;
- обеспечить резьбовое соединение корпуса и седла клапана с натягом – М22 х 1,5 7Н/6к. Требование необходимо для создания герметичности корпуса.
Рисунок 1 - Пневмоаппарат клапанный.
4. Выбор и обоснование метода достижения необходимой нормы точности изделия.
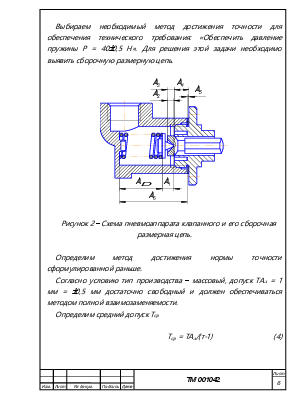
Выбираем необходимый метод достижения точности для обеспечения технического требования: «Обеспечить давление пружины Р = 40±0,5 Н». Для решения этой задачи необходимо выявить сборочную размерную цепь.
Рисунок 2 – Схема пневмоаппарата клапанного и его сборочная размерная цепь.
Определим метод достижения нормы точности сформулированной раньше.
Согласно условию тип производства – массовый, допуск ТАD = 1 мм = ±0,5 мм достаточно свободный и должен обеспечиваться методом полной взаимозаменяемости.
Определим средний допуск Тср
Тср = ТАD/(т-1) (4)
где т – количество звеньев размерной цепи
Тср =1000/(7-1) = 166,7 мкм » 0,167 мм
Средний квалитет точности размеров детали, входящих в размерную цепь – 11 - 12. Допуск ТАD = 1 мм обеспечивать методом полной взаимозаменяемости не экономично, так как необходимо исполнение размеров повышенной точности. Это усложняет технологический процесс, а по служебному назначению не требуется. Применим метод регулировки, потому что конструкцией предвидена специальная деталь – прокладка, которая является компенсатором. На рисунке 2 это звено [А5] – толщина прокладки. На все звенья размерной цепи, кроме компенсатора, назначаем допуски согласно среднеэкономической точности методов обработки. Необходима точность замыкающего звена будет обеспечена набором прокладок.
Экономически выгодными допусками будут: ТА1 = 300 мкм (h14); ТА2 = 300 мкм (Н14); ТА3 = 120 мкм (Js12); ТА4 = 150 мкм (Js12); ТА6 = 620 мкм (Js14).
Предварительно зададим номинальный размер замыкающего звена АD = 28±0,5мм. Составим уравнение, по которому можно определить необходимые номинальные размеры:
Ан = SАi - SАj , (5)
где SАі – увеличивающие звенья сборочной размерной цепи;
SАi - уменьшающие звенья сборочной размерной цепи.
Определим номинальный размер звена – компенсатора из уравнения (5)
[А5] = АD + А1 + А3 + А4 – А2 – А6
[А5] = 28 + 6 + 4 + 9 – 4 – 42 = 1 мм
Чтобы определить точность АD методом регулировки, необходимо собрать корпус, эталон, толкатель, клапан и седло клапана. Эталон имитирует пружину в сжатом состоянии (рисунок 3).
Рисунок 3 – Технологическая размерная цепь, определяющая зазор БD между седлом клапана и корпусом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.