



1.1 Расчет параметров НДС
Работоспособность разработанной методики расчета НДС в
системе резания покажем на примере моделирования обработки стали 45
инструментом с твердосплавной неперетачиваемой пластиной ВК8. Свойства
обрабатываемого и инструментального материалов приведены соответственно в
таблицах Д.1 и Д.2. Размеры заготовки представлены на рисунке 5.2. Режим обработки: частота вращения шпинделя ![]() об/мин, что
соответствует скорости резания
об/мин, что
соответствует скорости резания ![]() м/с; подача
м/с; подача ![]() мм/об; величина снимаемого припуска
мм/об; величина снимаемого припуска ![]() мм. Геометрия инструмента:
мм. Геометрия инструмента: ![]() °;
°;
![]() °;
°;
![]() °.
Обработка выполнялась без применения СОТС.
°.
Обработка выполнялась без применения СОТС.
Силы резания ![]() ,
, ![]() и коэффициент укорочения стружки
и коэффициент укорочения стружки ![]() были замерены по методикам,
описанным в разделе 5. Полученные диаграммы были описаны интерполяционным
полиномом, коэффициенты которого представлены в таблице 6.1.
были замерены по методикам,
описанным в разделе 5. Полученные диаграммы были описаны интерполяционным
полиномом, коэффициенты которого представлены в таблице 6.1.
Таблица 6.1 - Коэффициенты интерполяционных полиномов сил резания и коэффициента укорочения стружки
|
Величина |
|
|
|
|
|
|
|
|
|
0 |
1796.0 |
-1225.0 |
380.0 |
-59.91 |
4.6478 |
-0.1412 |
|
|
0 |
2223.1 |
-1494.9 |
460.34 |
-72.48 |
5.6238 |
-0.1707 |
|
|
2.9782 |
-1.2409 |
0.4112 |
-0.0533 |
0.0025 |
- |
- |
В соответствии с разработанной методикой и алгоритмом был
выполнен расчет НДС в системе резания. Коэффициент трения принят равным ![]() . Был принят теоретический закон
изменения толщины среза.
. Был принят теоретический закон
изменения толщины среза.
При заданных условиях обработки время одного оборота составляет 0,060 с, цикл обработки – 8,3 оборота, а полное время цикла 0,5 с.
КЭ модель инструмента состоит из 522 узлов и 474 элементов. Максимальное число узлов и КЭ заготовки соответственно равно 558 и 483 для КЭ модели в конце первого оборота. Общее время расчета составило 15 мин на ЭВМ IDT-C6-200 32М. При этом было выполнено около 250 итераций. При выполнении расчета использовалось около 30 МБайт дискового пространства.

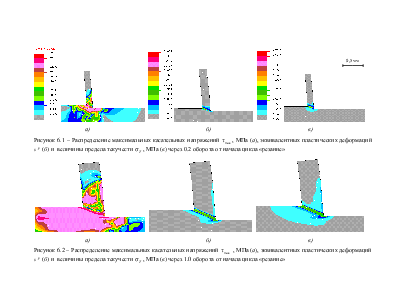
а) б) в)
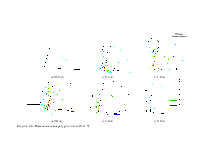
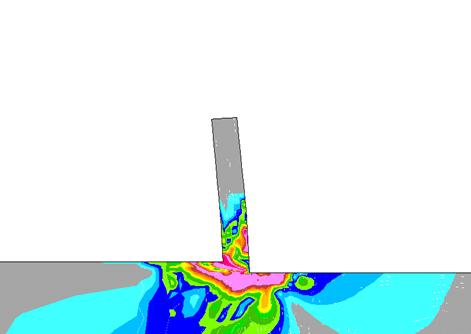
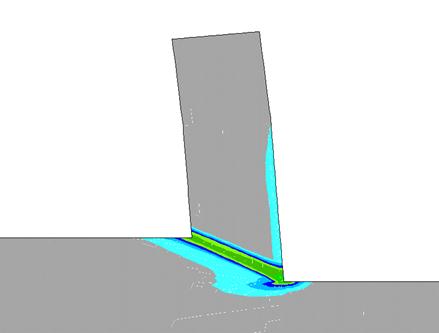
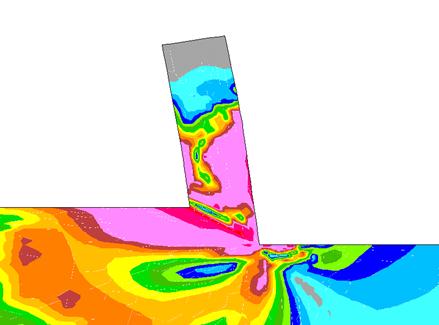
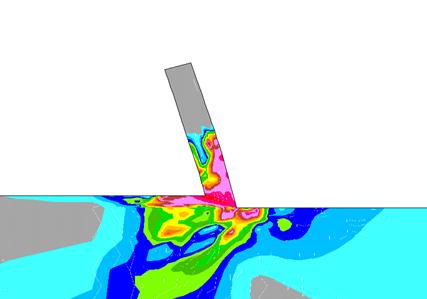
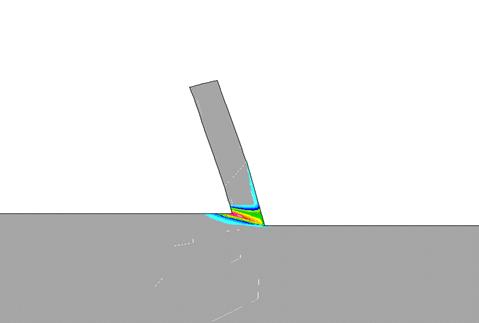
Рисунок 6.1 – Распределение максимальных
касательных напряжений ![]() , МПа (а),
эквивалентных пластических деформаций
, МПа (а),
эквивалентных пластических деформаций ![]() (б)
и величины предела текучести
(б)
и величины предела текучести ![]() , МПа (в)
через 0.2 оборота от начала цикла «резание»
, МПа (в)
через 0.2 оборота от начала цикла «резание»
а) б) в)
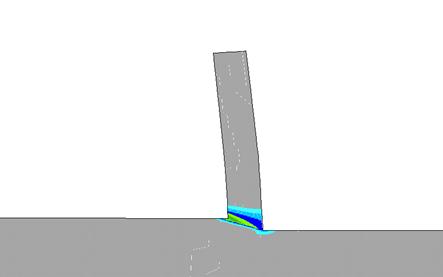
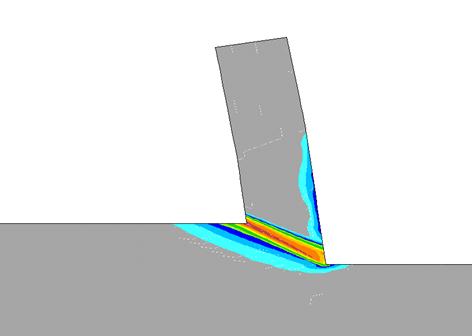
Рисунок 6.2 – Распределение максимальных
касательных напряжений ![]() , МПа (а),
эквивалентных пластических деформаций
, МПа (а),
эквивалентных пластических деформаций ![]() (б)
и величины предела текучести
(б)
и величины предела текучести ![]() , МПа (в)
через 1.0 оборота от начала цикла «резание»
, МПа (в)
через 1.0 оборота от начала цикла «резание»
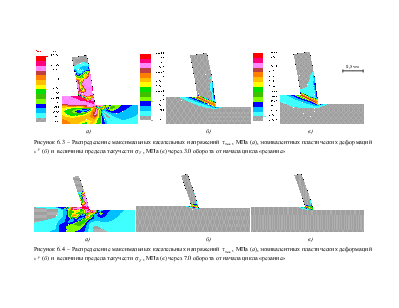
а) б) в)
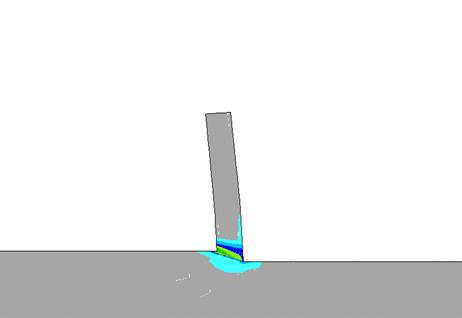
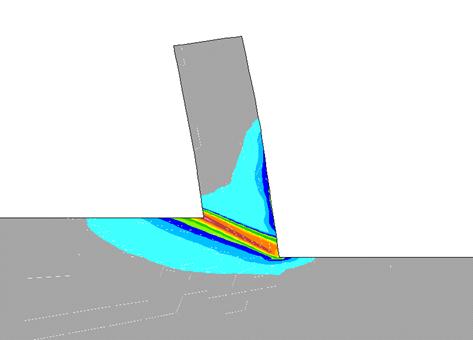
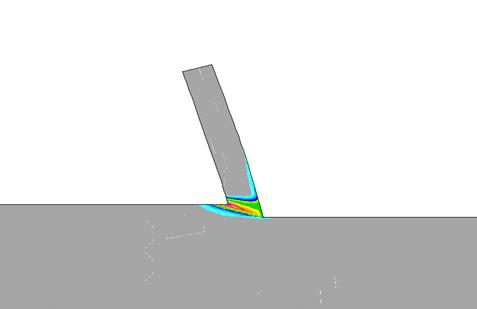
Рисунок 6.3 – Распределение максимальных
касательных напряжений ![]() , МПа (а),
эквивалентных пластических деформаций
, МПа (а),
эквивалентных пластических деформаций ![]() (б)
и величины предела текучести
(б)
и величины предела текучести ![]() , МПа (в)
через 3.0 оборота от начала цикла «резание»
, МПа (в)
через 3.0 оборота от начала цикла «резание»
а) б) в)
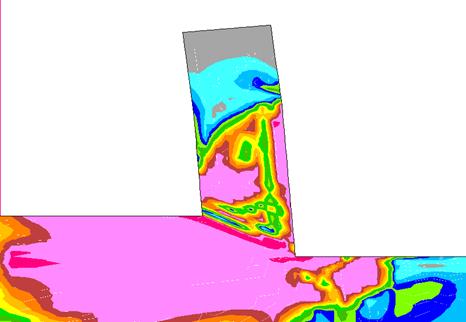
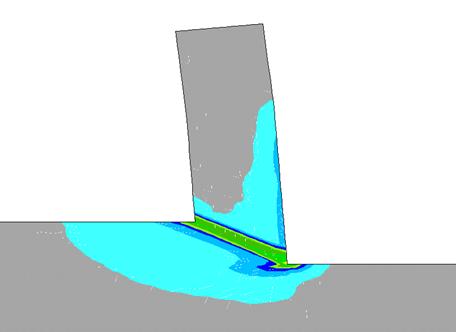
Рисунок 6.4 – Распределение максимальных
касательных напряжений ![]() , МПа (а),
эквивалентных пластических деформаций
, МПа (а),
эквивалентных пластических деформаций ![]() (б)
и величины предела текучести
(б)
и величины предела текучести ![]() , МПа (в)
через 7.0 оборота от начала цикла «резание»
, МПа (в)
через 7.0 оборота от начала цикла «резание»
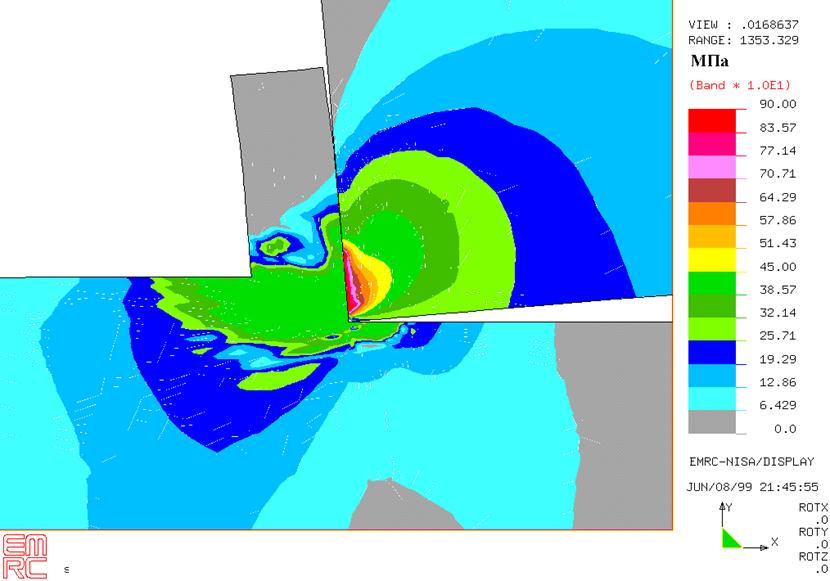
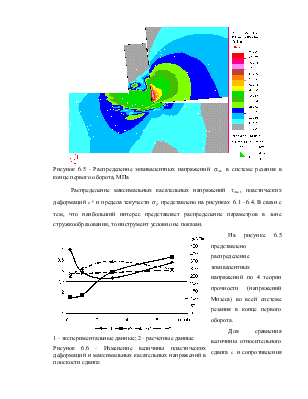
Рисунок 6.5 - Распределение эквивалентных
напряжений ![]() в системе резания в конце первого
оборота, МПа
в системе резания в конце первого
оборота, МПа
|
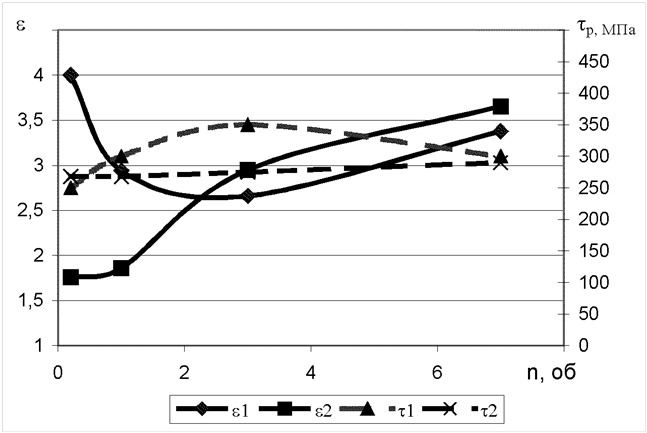
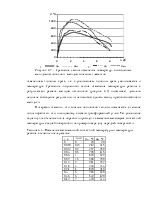
1 - экспериментальные данные; 2 - расчетные данные Рисунок 6.6 - Изменение величины пластических деформаций и максимальных касательных напряжений в плоскости сдвига: |
Распределение максимальных касательных напряжений ![]() , пластических деформаций
, пластических деформаций ![]() и предела текучести
и предела текучести ![]() представлено на рисунках 6.1 - 6.4. В связи с тем, что наибольший интерес представляет распределение параметров в
зоне стружкообразования, то инструмент условно не показан.
представлено на рисунках 6.1 - 6.4. В связи с тем, что наибольший интерес представляет распределение параметров в
зоне стружкообразования, то инструмент условно не показан.
На рисунке 6.5 представлено распределение эквивалентных напряжений по 4 теории прочности (напряжений Мизеса) во всей системе резания в конце первого оборота.
Для сравнения величины относительного сдвига ![]() и сопротивления пластическому сдвигу
и сопротивления пластическому сдвигу
![]() в УПС также были рассчитаны
аналитическим методом, представленным в разделе 4.3.1. Результаты расчета и их
сравнение с результатами полученными с помощью МКЭ приведены в таблице 6.2 и наглядно показаны на рисунке 6.6.
в УПС также были рассчитаны
аналитическим методом, представленным в разделе 4.3.1. Результаты расчета и их
сравнение с результатами полученными с помощью МКЭ приведены в таблице 6.2 и наглядно показаны на рисунке 6.6.
|
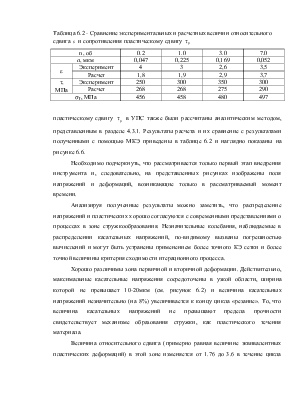
Таблица 6.2 - Сравнение экспериментальных и
расчетных величин относительного сдвига
|
||||||||||||||||||||||||||||||||||||||||
Необходимо подчеркнуть, что рассматривается только первый этап внедрения инструмента и, следовательно, на представленных рисунках изображены поля напряжений и деформаций, возникающие только в рассматриваемый момент времени.
Анализируя полученные результаты можно заметить, что распределение напряжений и пластических хорошо согласуются с современными представлениями о процессах в зоне стружкообразования. Незначительные колебания, наблюдаемые в распределении касательных напряжений, по-видимому вызваны погрешностью вычислений и могут быть устранены применением более точного КЭ сетки и более точной величины критерия сходимости итерационного процесса.
Хорошо различимы зона первичной и вторичной деформации. Действительно, максимальные касательные напряжения сосредоточены в узкой области, ширина которой не превышает 10-20мкм (см. рисунок 6.2) и величина касательных напряжений незначительно (на 8%) увеличивается к концу цикла «резание». То, что величина касательных напряжений не превышают предела прочности свидетельствует механизме образования стружки, как пластического течения материала.
Величина относительного сдвига (примерно равная величине эквивалентных пластических деформаций) в этой зоне изменяется от 1.76 до 3.6 в течение цикла резание. При этом возникающие пластические деформации приводят к упрочнению материала, которое также распространяется под режущий клин. Интересно заметить, что по величине рассчитанные с помощью МКЭ пластические деформации довольно хорошо совпадают с рассчитанными аналитическим методом, особенно в середине и конце цикла обработки (рисунок 6.6). Наблюдаемые расхождения, по-видимому, объясняются особенностями процессов в момент врезания и преобладанием процессов трения на задней поверхности, которые предложенная модель учитывает довольно упрощенной форме.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.