Интересно отметить, что предел текучести упрочненного материала возрастает на величину от 43 МПа в начале цикла «резание» до 75 МПа в конце, что и вызывает увеличение касательных напряжений в УПС.
В зоне вторичных деформаций на передней поверхности также наблюдаются пластические деформации, хотя и значительно меньшей величины, вызванные перемещением стружки по передней поверхности, что соответствует современным представлениям в области резания металлов. Однако их распределение значительно отличается от общепринятых и, следовательно, требуется дополнительное совершенствование вычислительной процедуры. Однако даже уже полученные результаты позволяют оценить распределения эквивалентных напряжений в РЧИ. Как видно наиболее нагруженной является передняя поверхность инструмента. В рассматриваемом случае максимальные напряжения достигают 900 МПа (сжимающие), что для сплава ВК8 не является критической величиной, и, следовательно, не может вызвать его разрушение. Однако при обработке стали с более высокими величинами предела текучести вероятно инструмент будет более нагружен, что проявится в изменении поля эквивалентных напряжений.
1.2 Расчет температурных полей
Рассмотрим изменение ТС в системе резания в течении цикла «резание» на примере случая обработки стали ШХ15 инструментом с неперетачиваемой твердосплавной пластиной ВК8.
Теплофизические и механические свойства обрабатываемого и
инструментального материалов приведены в таблицах Д.1 и Д.3. Размеры заготовки
представлены на рисунке 5.2. Режим обработки: частота вращения шпинделя ![]() об/мин, что соответствует скорости
резания
об/мин, что соответствует скорости
резания ![]() м/с; подача
м/с; подача ![]() мм/об;
величина снимаемого припуска
мм/об;
величина снимаемого припуска ![]() мм. Геометрия
инструмента:
мм. Геометрия
инструмента: ![]() °;
°;
![]() °;
°;
![]() °.
Обработка выполнялась без применения СОТС.
°.
Обработка выполнялась без применения СОТС.
Экспериментально определены силы резания ![]() и
и ![]() ,
а также коэффициент укорочения стружки. Законы изменения сил резания за цикл
обработки описаны полиномом 6 степени, а коэффициента укорочения стружки - 4
степени. Коэффициенты этих полиномов приведены в таблице 6.3.
,
а также коэффициент укорочения стружки. Законы изменения сил резания за цикл
обработки описаны полиномом 6 степени, а коэффициента укорочения стружки - 4
степени. Коэффициенты этих полиномов приведены в таблице 6.3.
Таблица 6.3 - Коэффициенты интерполяционного полинома
|
Величина |
|
|
|
|
|
|
|
|
|
-47.24 |
1612.0 |
-1016.0 |
289.4 |
-42.01 |
2.974 |
0.0813 |
|
|
-1.713 |
1633.0 |
-1192.0 |
396.7 |
-68.71 |
5.987 |
-0.2079 |
|
|
2.265 |
-1.038 |
0.4453 |
-0.0697 |
0.0042 |
- |
- |
При заданных условиях обработки время одного оборота составляет 0,060 с, цикл обработки – 8,3 оборота, а полное время цикла 0,5 с.
КЭ модель инструмента состоит из 522 узлов и 474 элементов. Максимальное число узлов и КЭ заготовки соответственно равно 558 и 483 для КЭ модели в конце первого оборота. Расчет температурного поля был выполнен в течение цикла обработки с шагом интегрирования 0,0002 (подобран методом проб и ошибок), что потребовало 2500 шагов (по 20 с на 1 шаг; т.е. всего 13.8 часов машинного времени работы ЭВМ c процессором IDT-C6 200).
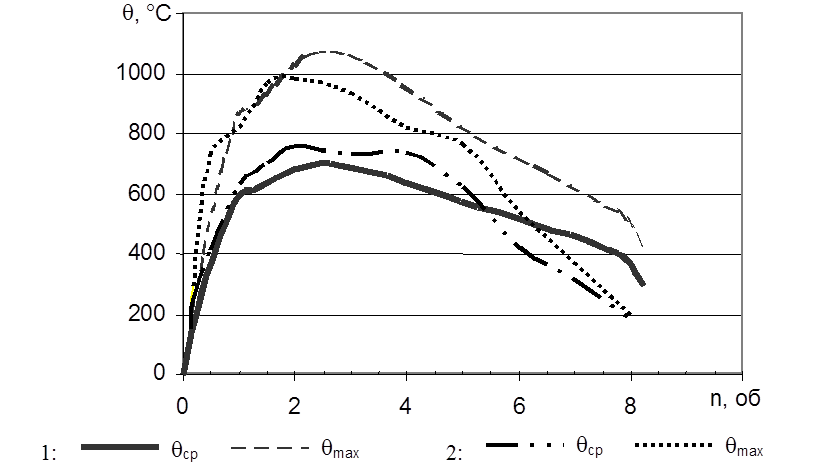
На рисунке 6.8 приведены результаты расчета температурных полей, а в таблице 6.4 изменение максимальных и средних температур в системе резания в течение цикла «резание». Хорошо видно, что температура резания изменяется с изменением толщины среза, т.е. с увеличением толщины среза увеличивается и температура. Сравнение полученного закона изменения температуры резания с результатами расчета методом источников (рисунок 6.7) показывает довольно неплохое совпадение результатов, из чего можно сделать вывод о работоспособности методики.
|
Рисунок 6.7 - Сравнение закона изменения температур, вычисленных методом источников и методом конечных элементов |
Интересно отметить, что влияние источников теплоты изменяется в течение цикла обработки, что, по-видимому, вызвано трансформацией углов. Так увеличение заднего угла в течение цикла обработки приводит к смещению максимума контактной температуры с задней поверхности на примерно середину передней поверхности.
Таблица 6.4 - Изменение максимальной контактной температуры и температуры резания в течение цикла резание
|
t, с |
n, об |
qmax, °C |
qср, °C |
|
0 |
0 |
20 |
20 |
|
0,009 |
0,15 |
242 |
145 |
|
0,012 |
0,2 |
297 |
250 |
|
0,03 |
0,5 |
728 |
415 |
|
0,06 |
1 |
820 |
629 |
|
0,09 |
1,5 |
968 |
700 |
|
0,12 |
2 |
981 |
757 |
|
0,18 |
3 |
930 |
733 |
|
0,24 |
4 |
820 |
740 |
|
0,3 |
5 |
765 |
626 |
|
0,36 |
6 |
539 |
420 |
|
0,42 |
7 |
370 |
313 |
|
0,48 |
8 |
195 |
180 |
 |
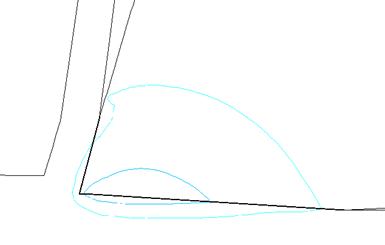
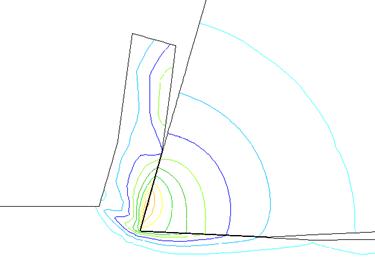
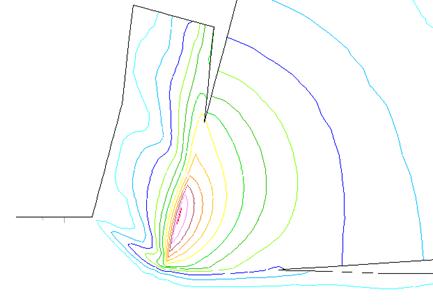
n=0.15 об n=0.5 об n=1.0 об
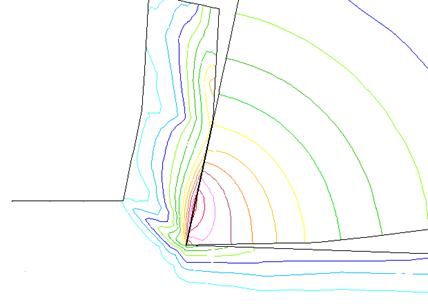
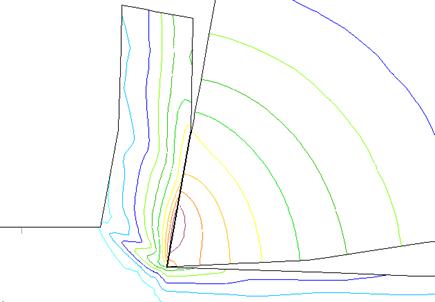
n=2.0 об n=3.0 об n=8.0 об
Рисунок 6.8 - Изменение температурного поля 0.1×q, °С
Максимум температуры наблюдается на середине передней поверхности примерно в конце третьего оборота в цикле «резание». При этом прогревается только очень тонкий слой на передней поверхности инструмента, что, несомненно, отрицательно влияет на его прочность и стойкость.
Важно отметить, что малая длительность цикла обработки не позволяется теплоте накапливаться в инструменте, что объясняет довольно низкую температуру в конце цикла «резание».
1.3 Выводы
Приведенные примеры наглядно доказывают работоспособность методик расчета параметров напряженно деформированного состояния и температурных полей. Представленные результаты довольно хорошо согласуются с современными представлениями в теории резания металлов, однако, к сожалению, больше качественно, чем количественно. Основные расхождения связаны с решением контактной задачи как на передней так и на задней поверхности. Принятое допущение о кулоновском трении на контактных поверхностях не позволило получить корректного решения задачи. Это не позволяет применить методику расчета параметров НДС для количественного анализа происходящих процессов. В тоже время представленная методика является достаточно удобным и мощным инструментом для качественного анализа процесса ТТ и позволяет выявить основные закономерности протекания процессов деформирования и упрочнения, что также является важной задачей.
Методика расчета температурных полей в системе резания более совершенна и дает результаты довольно неплохо согласующиеся с практикой. В тоже время она требует дополнительной широкой экспериментальной проверки.
Анализ приведенных результатов расчета позволил теоретически подтвердить наблюдаемые на практике явления. Так, например, хорошо известно, что материал, обработанной с помощью ТТ поверхности сильно упрочнен. Это и было наглядно показано на диаграммах изменения предела текучести в течение цикла обработки. Более того, практика показывает, что инструмент выходит из строя главным образом в результате термических нагрузок, механизм образования которых хорошо виден из рассчитанных температурных полей.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.