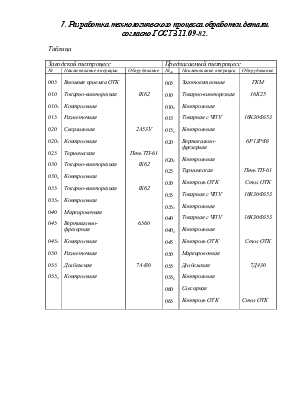





7. Разработка технологического процесса обработки детали согласно ГОСТ3.11.09-82.
Таблица
|
Заводской техпроцесс |
Предлагаемый техпроцесс |
||||
|
№ |
Наименование операции |
Оборудование |
№оп |
Наименование операции |
Оборудование |
|
005 010 010к
015 020 020к 025 030 030к
035 035к 040 045
045к 050 055 055к |
Внешняя приемка ОТКТокарно-винторезная Контрольная Разметочная Сверлильная Контрольная Термическая Токарно-винторезная Контрольная Токарно-винторезная Контрольная Маркировочная Вертикально-фрезерная Контрольная Разметочная Долбежная Контрольная |
1К62 2А53У Печь ТП-61 1К62 1К62 6560 7А430 |
005 010 010к
015 015к
020 020к
025 030 035 035к
040 040к 045 050 055 055к 060
065 |
Заготовительная Токарно-винторезная Контрольная Токарная с ЧПУ Контрольная Вертикально-фрезерная Контрольная Термическая Контроль ОТК Токарная с ЧПУ Контрольная Токарная с ЧПУ Контрольная Контроль ОТК Маркировочная Долбежная Контрольная Слесарная Контроль ОТК |
ГКМ 16К25 16К30Ф353 6Р13РФ3 Печь ТП-61 Стол ОТК 16К30Ф353 16К30Ф353 Стол ОТК 7Д430 Стол ОТК |
7.1 Предлагаемые методы обеспечения точности технических требований в процессе обработки.
По точности и шероховатости.
Для получения размеров d240h11 и d119,2 с шероховатостью Ra=3,2мкм – необходимо произвести в две стадии: черновое точение, при этом получаются размеры по 12 квалитету и Ra=6,3 (операция 010, 015) и получистовое точение – получение 11 квалитетов и Ra=6,3 (операция 035). Применяемые резцы: черновой – Т15К6; для чистовой Т30К4.
Достигаемая точность на станках ЧПУ возможна, исходя из экономических и технологических показателей, благодаря выполнению одно-характерных операций на универсальном оборудовании и на станках с ЧПУ. Это позволяет на универсальных станках снимать черновой припуск, а уже получистовую, чистовую и отделочную обработку производить на станках с ЧПУ.
Для получения 7-го квалитета точности d95Н7 необходимо произвести три стадии обработки: черновое растачивание – получение 12-го квалитета точности и Ra=6,3мкм (операция 015). Режущий инструмент – резец расточной черновой Т15К6. Чистовое растачивание – получение 9-го квалитета точности, Ra=3,2мкм (операция 030) ). Режущий инструмент – резец расточной чистовой Т30К4. Тонкое растачивание – 7-й квалитет точности, Ra=1,6мкм (операция 030). Резец тот же.
Для получения резьбы М20-7Н необходимо сверлить отверстие диаметром 17,4 мм, зенковать фаску 2,5х45 и нарезать резьбу, которая получается за счет точности метчика. Режущий инструмент – сверло спиральное D=17,4; зенковка D=20 мм, метчик М12.
Получение 9-го квалитета точности и Ra=3,2мкм для шпоночного паза достигается за одну стадию обработки – долбление черновое (операция 055). Режущий инструмент – резец долбежный специальный 9Н9.
Неуказанные предельные отклонения остальных размеров можно достичь за одну черновую стадию обработки, но поскольку они имеют высокий параметр шероховатости Ra=3,2мкм, который достигается за две стадии обработки: черновое и получистовое точение.
По взаимному расположению.
Допуски торцевого биения равные 0,02 мм, относительно оси отверстия D=95Н7, торцов d119,2мм и d240/118мм и допуск радиального биения
цилиндрической поверхности d240 равный 0,06 мм относительно базы (отверстия D=95Н7) получают на операции 035. Эти допуски получаются вследствие того, что поверхности, к которым проставлены такие допуски, обрабатываются на одном установе с базовым отверстием, относительно оси которого проставлены эти допуски и точности позиционирования станка и жесткости системы СПИД.
На данной операции деталь базируется по цилиндрической поверхности d119.2 и торцу d=119,2/d=92мм.
На долбежной операции производится долбление шпоночного паза 8Н9 за один установ в специальном приспособлении.
По твердости.
На термической операции 025 полуфабрикат детали подвергают следующему режиму термообработки для получения твердости 300...350НВ.
Закалка: 960С; Отпуск при температуре 540 С. Охлаждаемая среда – воздух.
7.2 Анализ заводского техпроцесса и предлагаемые
нововведения по оборудованию, технологической оснастке и базированию.
Поковка поставляется со стороны – способ получения ковка на молотах.
005 Внешняя приемка ОТК.
Проверить по сдаточной накладной наличие сертификата и соответствие его данным и требованиям чертежа.
· Исходя из заданного типа производства, (среднесерийное) и годовой программы выпуска 5000 штук в год, предлагаю получать заготовки на предприятии и заменить способ получения заготовки с поковки кованной на молотах на поковку штампованную на ГКМ. При данном способе получения заготовки конфигурация заготовки близка к конфигурации детали, уменьшается расход материала, сокращается время на механическую обработку.
010 Токарно-винторезная, станок 1К62.
Установить, закрепить в 4-ех кулачковом патроне.
Обрабатывать деталь с переустановкой согласно эскизу. Резец проходной 25х16х140 СТП 814.0400-04; Резец проходной упорный 25х16х140 СТП 814.0100-04; Резец расточной 25х16х140 СТП 815.00-04; Резец расточной канавочный 16х16х200 СТП 819.09-02; Сверло d17,4мм 1099-79; ШЦ –1-125-0,1; ШЦ – 11-250-0,1 ГОСТ 166-80; Шаблон радиусный №1 ГОСТ4126-66.
Патрон 4-х кулачковый 7103-0012 ГОСТ 3890-72.
· Предлагаю данную операцию разделить на две 010 и 015. Один установ на токарно-винторезной операции (010). Оборудование – токарно-винторезный станок 16К25. И один установ на операции с ЧПУ (015). Оборудование – станок с ЧПУ 16К30Ф353.
Как было уже вышеупомянуто, станок 1К62 необходимо заменить на более современный 16К25. Четырех кулачковый патрон заменить на 3-ех кулачковый патрон d=250мм, ГОСТ 2675-80.
010к Контрольная.
Проверить размеры согласно эскизу.
· Предлагаю после операций 010 и 015 поставить операции 010к и 015к – контроль на рабочем месте.
015 Разметочная.
Разметить два отверстия под резьбу М20-7Н. Разметку накернить.
020 Сверлильная, станок 2А53У.
Установить, закрепить, снять.
Деталь закрепляется в 3-х кулачковом патроне d=250мм, за цилиндрическую поверхность d=119,2мм с упором в торец.
Сверлить два отверстия d=17,4 на l=24мм; зенковать 2 фаски 2,5х45; нарезать резьбу М20-Н7 на l=17,5; ШЦ-1-125-0,1 ГОСТ166-80; Пробка М20-Н7 СТП 993-79.00-01.
· Предлагаю сверлильную операцию выполнить на фрезерном станке с ЧПУ модели 6Р13РФ3. Приспособление – специальное. Инструмент: тот же, что и на универсальной сверлильной операции и зацентровочное сверло d=6мм ГОСТ 1099-79.
020к Контрольная.
Проверить d=17,4мм; l=17,5мм; М20-7Н на длину 17,5мм.
025 Термическая, печь ТП-61.
По техпроцессу термических работ.
· В предлагаемом техпроцессе термическую обработку необходимо оставить без изменения.
030 Токарно-винторезная, станок 1К62.
Установить, выверить, закрепить, снять.
Подрезать торец d=119,2/D=95Н7мм, выдержав размер l=68,5мм.
Подрезать торец d=240/d=180, выдержав размер l=16мм.
Обточить d=119,2; l=16мм. Точить фаску 2х45.
Точить фасонную поверхность d=180/d=119,2мм, выдерживая размеры: 10, 5мм. Скругления достичь заточкой резца.
Расточить D=95Н7 на длину 69мм.
Расточить фаску 1х45.
Патрон 3-х кулачковый 7100-0011 ГОСТ2675-71
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.