Необходимо заметить, что программа приспособлена для моделирования свободного прямоугольного ТТ, на практике реализуемого по методике описанной в разделе 5. Поэтому исходные данные включают в себя следующие составляющие:
1. Информация о рабочих файлах;
2. Информация о заготовке (геометрии и свойствах материалов);
3. Информацию об инструменте (геометрии и свойствах материалов);
4. Режим обработки;
5. Коэффициенты полинома, описывающего изменение сил резания и усадки стружки в течении цикла обработки;
6. Информацию о желаемой густоте КЭ сетки.
Все модули работают самостоятельно, но в строгой последовательности один за другим. Их совместная работа, например, по алгоритму моделирования тепловых процессов (рисунок 4.11) организуется с помощью пакетного файла, например, solve.bat (см. приложение Б).
Получаемые результаты расчета могут быть просмотрены с помощью универсального пре-/постпроцессора пакета NISA II/DISPLAY III или с помощью модуля meshview.exe. Обработка полученных диаграмм выполняется стандартными средствами Windows 95.
1.2.3 Проверка работоспособности
Тестирование разработанной методики, проведенное путем решения фундаментальных задач теории упругости с последующим сопоставлением результатов счета с точным решением, дало положительные результаты, что подтверждает правильность работы принятых алгоритмов.
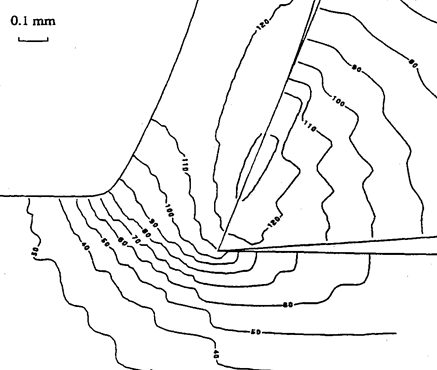
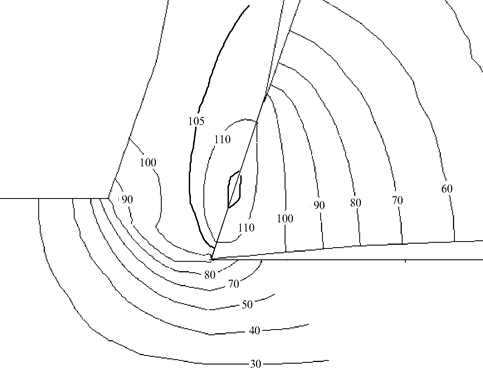
Работоспособность модели тепловых процессов проверялась сравнением решения уже известных задач с решением, полученным с помощью описанного подхода. Полученные результаты удовлетворительно согласуются с результатами расчета и эксперимента, опубликованные другими авторами, например [[iii]]. На рисунке 4.14 для сравнения приведено поле температур для случая классического прямоугольного резания алюминиевого сплава A1-6061 быстрорежущим инструментом T-15 HSS, рассчитанное по вышеописанной методике (рисунке 4.14,б)) и представленное в [79] (рисунке 4.14,а). Их сравнение позволяет сделать вывод об удовлетворительном совпадении результатов расчета и, следовательно, подтверждает работоспособность методики.
|
а) б) |
|
Рисунок 4.14- Сравнение результатов расчета полученных с помощью описанной методики и приведенных в литературе [79] при обработке алюминиевого сплава A1-6061 быстрорежущим инструментом T-15 HSS со скоростью резания 0.5 м/с |
1.3 Выводы
По результатам раздела 4 можно сделать следующие выводы:
1. На основании анализа физической модели нестационарного ПР предложен обобщенный алгоритм его моделирования и прогнозирования параметров обработки. Показано, что на этапе отработки методики возможно воспользоваться упрощенным полуэкспериментальным подходом.
2. Реализацию указанного алгоритма предложено выполнить на основе универсального программного обеспечения КЭ анализа.
3. Показано, что выбор вида КЭ и качество КЭ сетки сильно влияют на точность и устойчивость получаемого решения. Для формирования КЭ сетки системы резания при моделировании ТТ предложен алгоритм и программа. В качестве основных выбраны изопраметрические линейные четырехугольные КЭ.
4. Расчет НДС зоны стружкообразования осуществляется в Лагранжиевой формулировке. Принята упругопластическая с линейным упрочнением модель материала. Представлена КЭ модель решаемой задачи, учитывающая упрочнение и трение на контактных поверхностях.
5. Расчет ТС в системе резания осуществляется на основе решения уравнения теплопроводности по рассчитанным из эксперимента мощностям тепловых потоков. Выведена КЭ математическая модель процесса теплопередачи. Принята схема интегрирования по времени Кранка-Николсона. Описаны начальные и граничные условия предложенной КЭ модели. Представлен оригинальный алгоритм определения начальных условий для каждого шага интегрирования.
6. Представлена аналитическая методика расчета параметров НДС в зоне стружкообразования при ТТ. Она позволяет определить интересующие величины как по экспериментальным данным так и выполнить из прогнозирование.
7. Представлена аналитическая методика расчета температуры резания при ТТ. Она основана на методе источников. Предложены зависимости, позволяющие учесть особенности процесса ТТ.
8. Для большинства описанных методик необходимы экспериментально определенные силы резания, коэффициент укорочения стружки, действительный закон изменения толщины среза и действительное значение радиуса округления РК.
9. Работоспособность всех предлагаемых методик подтверждена сравнением результатов расчетов тестовых задач с известными решениями, а также с экспериментальными зависимостями.
10. Разработанные методики и программы могут быть применены для исследования нестационарного процесса ТТ и его оптимизации.
[i] Залога В.А., Криворучко Д.В. Алгоритм моделирования процесса стружкообразования при тангенциальном точении// Информационные технологии: наука, техника, технология, образование, здоровье. Сб. научн. трудов ХГПУ. -X: ХГПУ,1998. - Вып.6, Т. 4. – С.91-93.
[ii] Сегерлинд. Л. Применение метода конечных элементов: Пер. с англ. -М.: Мир,1979. - 392 с.
[iii] Wu J-S., Dillon O. W., Lu W-Y. Thermo-Viscoplastic Modeling of Machining Process Using a Mixed Finite Element Method// Journal of Manufacturing Science and Engineering. - 1996. -Vol. 117. - P. 84-93.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.