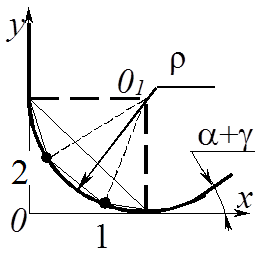
В литературе отмечается, что при малых толщинах среза значительно влияние радиуса округления режущей кромки на НДС в зоне стружкообразования. Поэтому в рассматриваемой модели предусмотрен учет радиуса округления РК, который представлен периметром трапеции с вершинами принадлежащими дуге округления. Координаты вершин рассчитывались по формулам (рисунок 4.6):
|
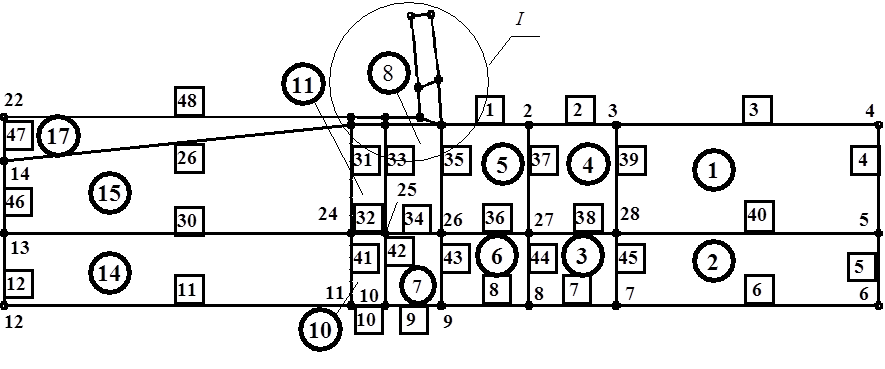
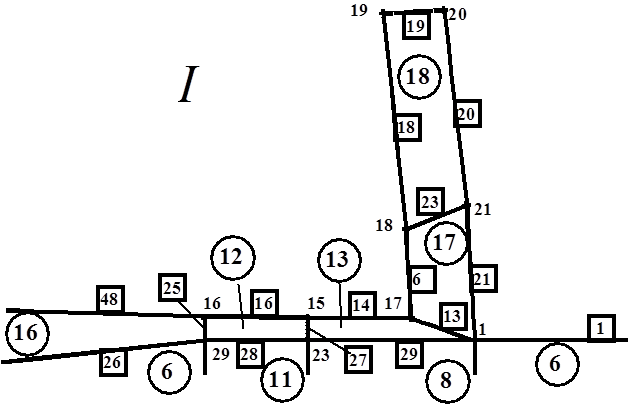
Рисунок 4.5 – Геометрическая модель заготовки
|
|
Рисунок 4.6 – Аппроксимация радиуса округления РК |
![]() ,
, ![]() ; (
4.7)
; (
4.7)
![]() ,
, ![]() . (
4.8)
. (
4.8)
Необходимо отметить,. что требование обеспечения устойчивости получаемых решений при расчете НДС и температурного поля различны. Поэтому для решения указанных задач требуется различная КЭ сетка.
В данной работе предложен алгоритм формирования КЭ сетки с
возможностью трехкратного сгущения узлов у одной из сторон разбиваемой области
и непрерывным изменением размеров сторон КЭ вдоль любой из сторон разбиваемой
области (рисунок 4.7). Исходными данными являются координаты узловых точек
геометрической модели определенные по формулам таблицы 4.1, описание сторон
областей с указанием параметра сгущения ![]() и
количества элементов
и
количества элементов ![]() на этой стороне и описание
самих областей в виде списка принадлежащих им сторон. Возможны два варианта КЭ
сетки:
на этой стороне и описание
самих областей в виде списка принадлежащих им сторон. Возможны два варианта КЭ
сетки:
|
Таблица 4.1– Формулы для определения координат характерных точек геометрических моделей и величин проекций скоростей материала в этих точках
где g1 = g + 10°;
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
равномерная КЭ сетка формируется, когда на противоположных сторонах указанно одинаковое число узлов (рисунок 4.8,а) и; 2) сгущенная КЭ сетка формируется, когда указанное количество узлов на одной из сторон в три раза больше, чем у противоположной (рисунок 4.8,б). Другие варианты считаются недопустимыми.
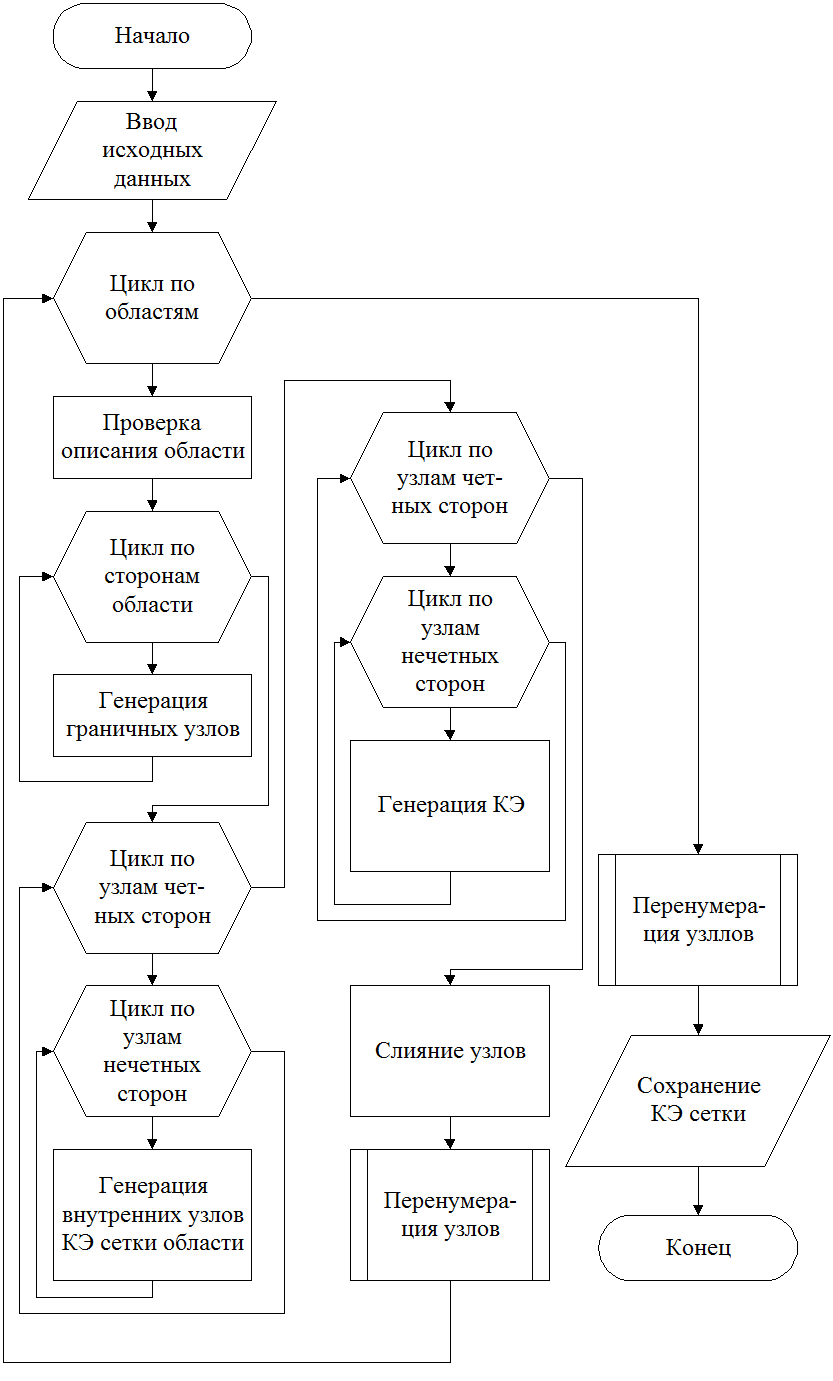
Рисунок 4.7 – Алгоритм генерации КЭ сетки
Рассмотрим алгоритм по блокам:
|
Рисунок 4.8 – Варианты КЭ сетки |
блок 1 – начало алгоритма;
блок 2 – ввод исходных данных;
блок 3 – цикл по областям. Просматриваются все области заданной геометрической модели с целью формирования КЭ сетки;
блок 4 – проверка корректности введенных данных и приведение описания области к нормальному виду. Нумерация сторон начинается со стороны с максимальным числом узлов;
блок 5 – цикл по сторонам разбиваемой области;
блок 6 – на стороне, как на отрезке с заданными
координатами концов (![]() ;
; ![]() )
генерируется
)
генерируется ![]() узлов в соответствии с заданным
параметром сгущения
узлов в соответствии с заданным
параметром сгущения ![]() , представляющем собой
основание геометрической прогрессии, т.е.
, представляющем собой
основание геометрической прогрессии, т.е.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.

 ;
;

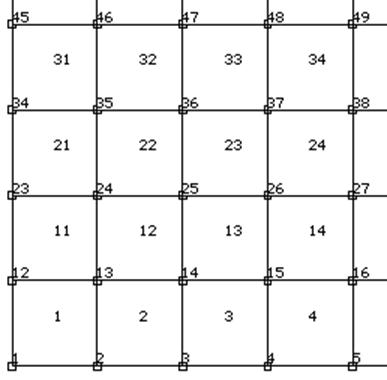 а)
а)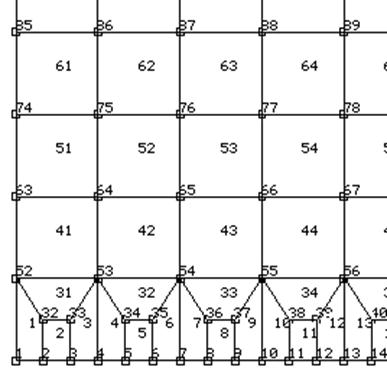 б)
б)