– 2-тактный режим (рис. 4,а,б) пользования кнопкой удобен при сварке коротких швов. При нажатии на кнопку последовательно проходят этапы подачи газа до сварки, мягкого пуска и сварки на настроенном токе; при отпускании кнопки – этапы спада тока и подачи газа после сварки;
– 4-тактный режим (рис. 4,в) пользования кнопкой для сварки длинных швов. При первом нажатии на кнопку проходят этапы подачи газа до сварки и мягкого пуска; после первого отпускания кнопки происходит переход к основному режиму; при втором нажатии начинается спад тока; при втором отпускании выключается ток и начинается этап подачи газа после сварки;
– двухрежимная настройка позволяет без прекращения процесса сварки при толчковом нажатии на кнопку переходить от одного режима к другому со снижением тока до 10 – 100% от основного тока (рис. 4,в).
Рис. 4. Циклограмма процесса аргонодуговой сварки
Блок управления
Устройство лицевой панели блока управления (в дальнейшем БУ) с основными элементами управления и индикации показано на рис. 5.
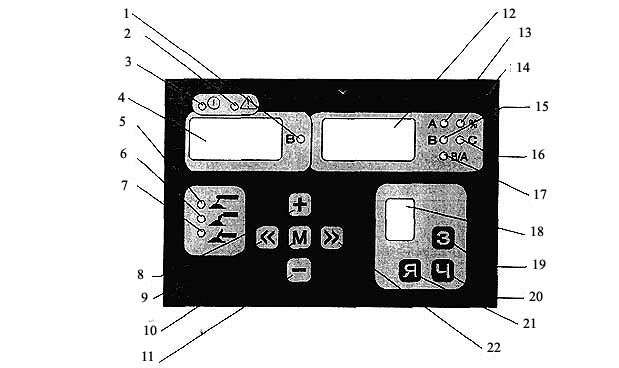
Рис. 5. Панель блока управления: 1– индикатор единицы измерения левого
дисплея – вольт «В»; 2–
индикатор «Внимание!» –![]() ; 3– индикатор «БУ включен» –
; 3– индикатор «БУ включен» –![]() ; 4– левый дисплей; 5–индикатор способа сварки – «Ручная дуговая» –
; 4– левый дисплей; 5–индикатор способа сварки – «Ручная дуговая» –![]() ; 6– индикатор способа сварки – «Полуавтоматическая» –
; 6– индикатор способа сварки – «Полуавтоматическая» –![]() ; 7–индикатор способа
сварки –
«Аргонодуговая» –
; 7–индикатор способа
сварки –
«Аргонодуговая» –![]() ; 8–кнопка увеличения или выбора значения текущего параметра
–
; 8–кнопка увеличения или выбора значения текущего параметра
–![]() ; 9– кнопка перелистывания списка
параметров влево –
; 9– кнопка перелистывания списка
параметров влево –![]() ; 10– кнопка переключения состояний БУ - «Меню» –
; 10– кнопка переключения состояний БУ - «Меню» –![]() ; 11– кнопка уменьшения или выбора
значения текущего параметра –
; 11– кнопка уменьшения или выбора
значения текущего параметра –![]() ; 12–правый дисплей; 13– индикатор единицы измерения правого
дисплея – ампер «А»;
14– индикатор – процент «%»; 15– индикатор – вольт «В»; 16– индикатор – секунда «с»; 17– индикатор – вольт/ампер «В/А»; 18– дисплей номера ячейки памяти;
19– кнопка «Запись» –
; 12–правый дисплей; 13– индикатор единицы измерения правого
дисплея – ампер «А»;
14– индикатор – процент «%»; 15– индикатор – вольт «В»; 16– индикатор – секунда «с»; 17– индикатор – вольт/ампер «В/А»; 18– дисплей номера ячейки памяти;
19– кнопка «Запись» –![]() ; 20– кнопка «Чтение» –
; 20– кнопка «Чтение» –![]() ; 21– кнопка «Ячейка» –
; 21– кнопка «Ячейка» –![]() ; 22– кнопка перелистывания списка параметров вправо –
; 22– кнопка перелистывания списка параметров вправо –![]() .
.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.