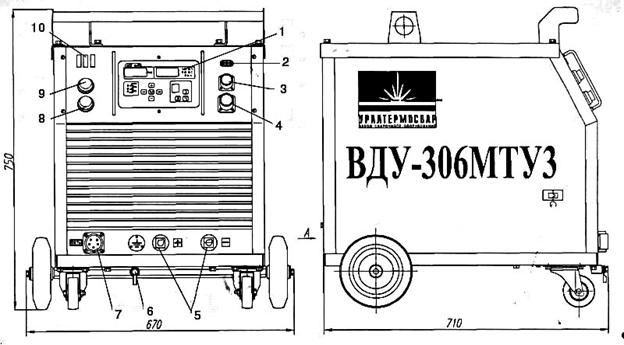
Рис. 8. Внешний вид выпрямителя
Пуск выпрямителя при включенном внешнем устройстве, о чем сигнализируют лампы 10, начинается нажатием на кнопку 9, остановка выполняется кнопкой 8. После пуска выпрямителя проверяют направление потока вентиляции – воздух должен подаваться со стороны передней стенки. При неправильном направлении следует поменять местами два любых провода питающего кабеля. Далее с помощью блока управления 1 указывают способ сварки и настраивают режим, после чего переводят блок в состояние индикации напряжения и тока. Можно начинать пробную сварку. По мере необходимости корректируют режим. По окончании сварки ее параметры можно сохранить в памяти.
Порядок выполнения работы
1. Изучить блочную схему выпрямителя с МП-регулятором.
2. Изучить работу блока управления. Убедиться в возможности настройки всех параметров и условий при ручной, полуавтоматической и аргонодуговой сварке.
3. В режиме ручной дуговой сварки проверить технологические возможности выпрямителя:
· снять внешние характеристики выпрямителя в крайних и среднем положениях регулятора при нагружении на балластный реостат. Результаты внести в табл. П. 1. Расшифровать результаты с определением фактического тока, точности его выдержки, наклона характеристики и пределов регулирования;
· выполнить осциллографирование сварочного тока в нескольких вариантах при нагружении на реостат;
· настроить режим сварки для предложенных типов электродов и условий технологического процесса. Выполнить пробную сварку. При необходимости скорректировать режим. Записать в память БУ;
· в технологическом эксперименте проверить работу специальных функций с подбором наилучших их значений:
- начальное ограничение напряжения холостого хода;
- горячий пуск (Iст, tст) по надежности начального зажигания;
- защиту от прилипания;
- форсирование дуги (Iф) по характеру переноса электродного металла.
Результаты внести в табл. П. 2. Указать наилучшие значения параметров каждой функции.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.