При ручной сварке покрытым электродом выпрямитель имеет комбинированную внешнюю характеристику (рис. 3,а), состоящую из четырех постоянных участков и четырех, возникающих в зависимости от ситуации. Участок 1 подпитки (85В, 20А) необходим для заполнения пауз между включениями тиристоров.
Пологопадающий участок 2 представляет собой естественную характеристику выпрямителя при полнофазном включении тиристоров (55В; 0,03В/А). На крутопадающем участке 3 наклон 0,4 – 2В/А может настраиваться в зависимости от пространственного положения шва.
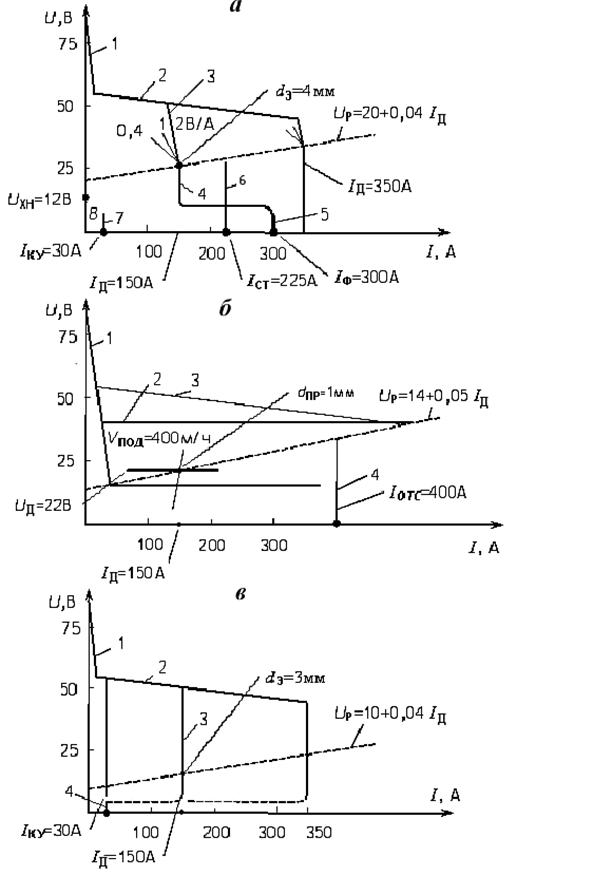
Рис. 3. Внешние характеристики выпрямителя ВДУ-306МТ: а – при ручной сварке; б – при полуавтоматической сварке; в – при аргонодуговой сварке
Основной вертикальный участок 4 используется для настройки сварочного тока Iд в диапазоне 30 – 350А. Для выполнения специальных функций настраиваются положения еще четырех участков, обеспечивающих ток форсирования при капельном переносе Iф (участок 5), ток горячего пуска (старта) Iст (участок 6), ток ограничения длительного короткого замыкания Iку (участок 7), а также напряжение ограничения длительного холостого хода Uхн (точка 8). Специальная функция «ограничение напряжения холостого хода» обеспечивает начальное снижение напряжения источника до безопасного значения 12 В, которое снимается после короткого замыкания электродом на деталь. Функция «горячий пуск» заключается в увеличении начального тока до значения Iст=(1,2–1,5)Iд с целью повышения надежности начального зажигания и увеличения глубины начального проплавления. Функция «защита от прилипания» необходима для предотвращения прочного прилипания электрода к детали (примерзания) при зажигании дуги, с этой целью ток короткого замыкания Iк через 0,5 с снижается до 30 А. Функция «форсирование дуги» предусматривает настройку тока короткого замыкания каплей электродного металла на ванну в интервале Iф=(1–2)Iд. Это облегчает перенос капли, например при использовании электродов с основным или целлюлозным покрытием, для которых характерен крупнокапельный перенос, особенно в вертикальном и потолочном положениях. В качестве примера на рис. 3,а показана настройка параметров внешней характеристики при сварке электродом диаметром 4 мм с установленным сварочным током Iд = 150 А.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.