






Практическая работа №1
Расчет линейных технологических размеров.
Цель работы: приобрести навыки выявления и расчета размерных связей при
проектировании технологического процесса изготовления
деталей типа «втулка».
В общую задачу расчета технологических размерных цепей при изготовлении втулок входят две задачи:
- расчет линейных технологических размеров (вдоль оси втулки);
- расчет диаметральных технологических размеров и радиальных биений.
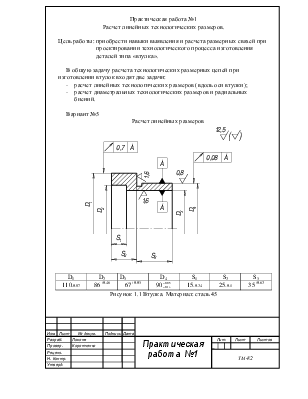
Вариант №5
|
D1 |
D2 |
D3 |
D4 |
S1 |
S2 |
S3 |
|
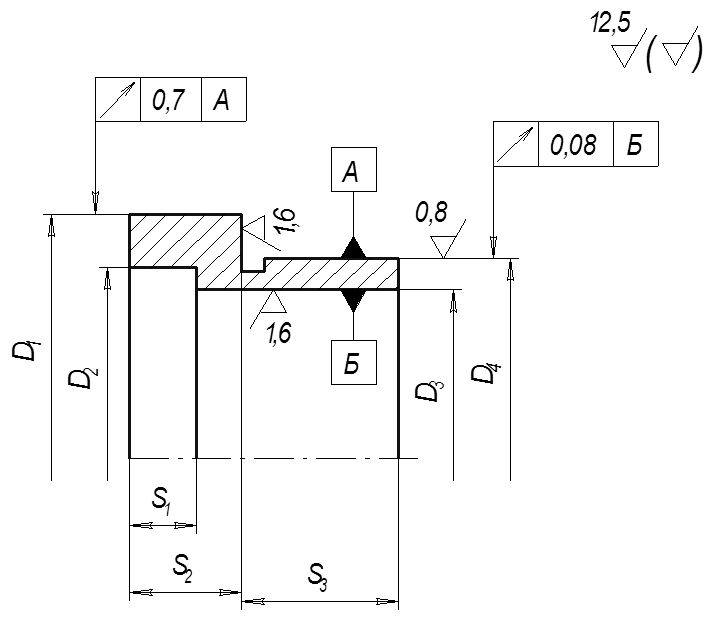
110-0.87 |
86+0.46 |
67+0.03 |
90 |
15-0.24 |
25-0.1 |
35+0.62 |
Рисунок 1.1 Втулка. Материал: сталь 45
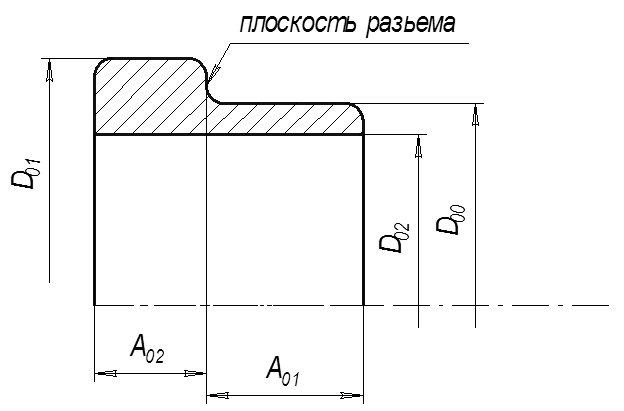
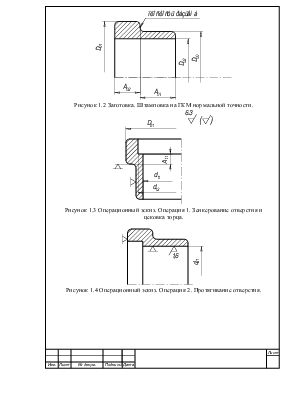
Рисунок 1.2 Заготовка. Штамповка на ГКМ нормальной точности.
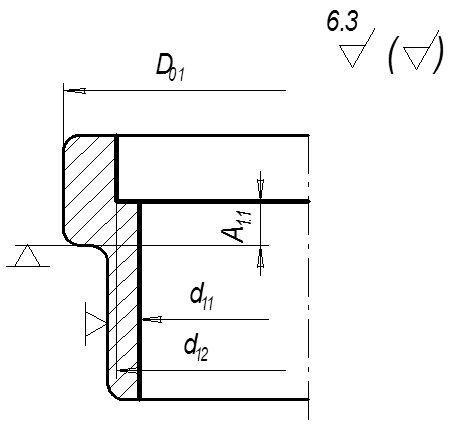
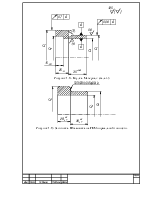
Рисунок 1.3 Операционный эскиз. Операция 1. Зенкерование отверстия и цековка торца.
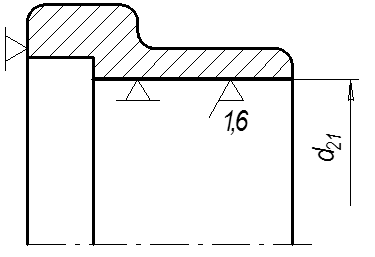
Рисунок 1.4 Операционный эскиз. Операция 2. Протягивание отверстия.
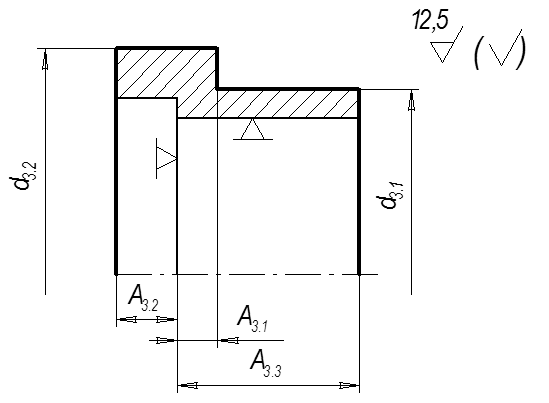
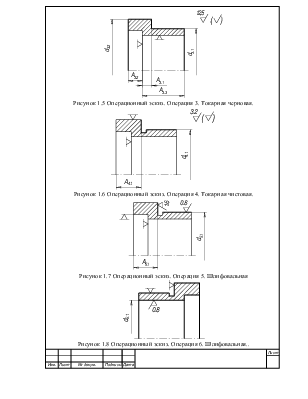
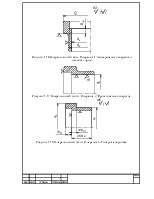
Рисунок 1.5 Операционный эскиз. Операция 3. Токарная черновая.
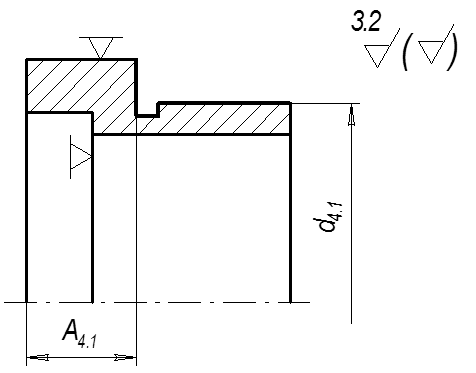
Рисунок 1.6 Операционный эскиз. Операция 4. Токарная чистовая.
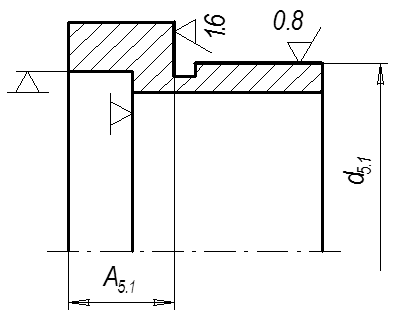
Рисунок 1.7 Операционный эскиз. Операция 5. Шлифовальная
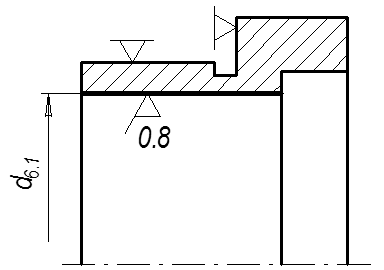
Рисунок 1.8 Операционный эскиз. Операция 6. Шлифовальная..
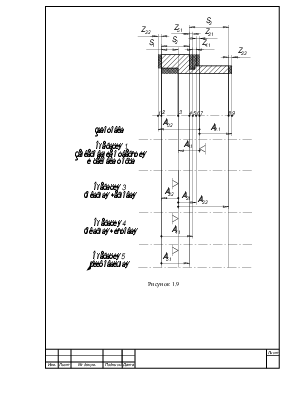
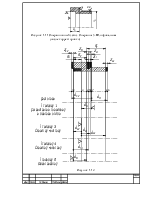
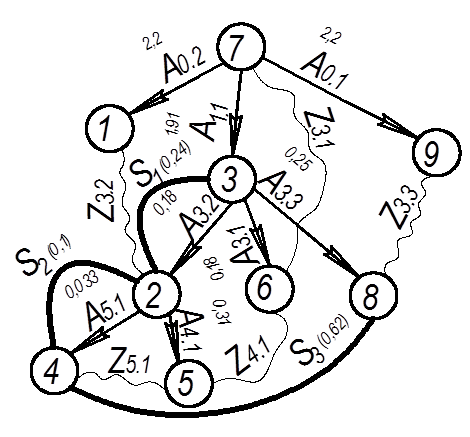
Рисунок 1.9
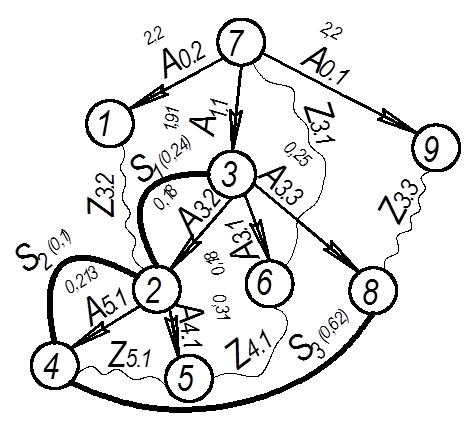
Составляем уравнения размерных цепей, для определения неизвестных технологических размеров.
|
+А5.1 – S2 = 0 |
|
S1 – A3.2= 0 |
|
+A3.3 – S3 – А5.1 + А3.2 = 0 |
|
+A4.1 – Z5.1 – A 5.1 = 0 |
|
A3.1 – Z 4.1 - A4.1 + А3.2 = 0 |
|
- A1.1 + A3.1 + Z3.1=0 |
|
-A0.2 + Z3.2 + А3.2 + A1.1=0 |
|
A0.1 – Z3.3 – A3.3 + A1.1=0 |
Таблица 1.1 Расчет допусков на технологические размеры
|
Индекс размера |
Способ обработки |
Точность размера |
Шероховатость |
Дефектный слой |
Величина размера, мм |
Величина допуска, мм |
Доминирующая погрешность |
Расчетный допуск |
|
А0.1 |
Штамповка на ГКМ |
ГОСТ7505-56 II гр |
Rz 320 |
350 |
До 35 |
|
- |
2,2 |
|
А0.2 |
Штамповка на ГКМ |
ГОСТ7505-56 II гр |
Rz 320 |
350 |
До 35 |
|
- |
2,2 |
|
А1.1 |
Цековка |
11 |
32 |
50 |
До 18 |
0,11 |
|
1,91 |
|
А3.1 |
Черновое подрезание |
12 |
50 |
100 |
До 13 |
0,18 |
- |
0,18 |
|
А3.2 |
Черновое подрезание |
12 |
50 |
100 |
До 15 |
0,18 |
- |
0,18 |
|
А3.3 |
Черновое подрезание |
12 |
50 |
100 |
До 45 |
0,25 |
- |
0,25 |
|
А4.1 |
Чистовое подрезание |
11 |
32 |
20 |
До 25.5 |
0,13 |
|
0,31 |
|
А5.1 |
Шлифование |
8 |
5 |
10 |
До 25 |
0,033 |
|
0,213 |
|
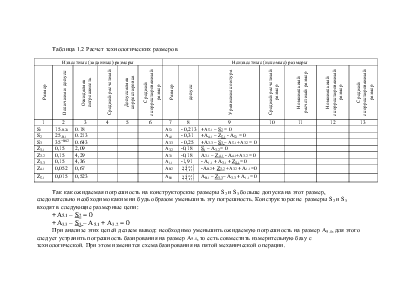
Известные (заданные) размеры |
Неизвестные (искомые) размеры |
|||||||||||
|
Размер |
Величина и допуск |
Ожидаемая погрешность |
Средний расчетный |
Допускаемая корректировка |
Средний скорректированный размер |
Размер |
допуск |
Уравнение контура |
Средний расчетный размер |
Номинальный расчетный размер |
Номинальный скорректированный размер |
Средний скорректированный размер |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
S1 |
15-0.24 |
0.18 |
А5.1 |
- 0,213 |
+А5.1 – S2 = 0 |
|||||||
|
S2 |
25-0.1 |
0.213 |
А4.1 |
- 0,31 |
+A4.1 – Z5.1 - A5.1 = 0 |
|
|
|||||
|
S3 |
35+0.62 |
0.643 |
А3.3 |
- 0,25 |
+A3.3 – S3 – А5.1+А3.2 = 0 |
|||||||
|
Z3.1 |
0,15 |
2,09 |
А3.2 |
-0,18 |
S1 – A3.2 = 0 |
|
|
|||||
|
Z3.2 |
0,15 |
4,29 |
А3.1 |
-0,18 |
A3.1 – Z 4.1 - A4.1+А3.2 = 0 |
|||||||
|
Z3.3 |
0,15 |
4,36 |
А1.1 |
-1,91 |
- A1.1 + A3.1 + Z3.1= 0 |
|||||||
|
Z4.1 |
0,052 |
0,67 |
А0.2 |
|
-A0.2 + Z3.2 +А3.2 + A1.1=0 |
|||||||
|
Z5.1 |
0,015 |
0,523 |
А0.1 |
|
A0.1 – Z3.3 – A3.3 + A1.1= 0 |
|
||||||
Так как ожидаемая погрешность на конструкторские размеры S2 и S3 больше допуска на этот размер, следовательно необходимо каким ни будь образом уменьшить эту погрешность. Конструкторские размеры S2 и S3 входят в следующие размерные цепи:
+А5.1 – S2 = 0
+A3.3 – S3 – А5.1 + А3.2 = 0
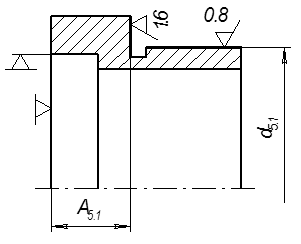
Рисунок 1.11 Операционный эскиз. Операция 5. Шлифовальная
(после корректировки)
Рисунок 1.12
Составляем уравнения размерных цепей, для определения неизвестных технологических размеров.
|
+А5.1 – S2 = 0 |
|
S1 – A3.2= 0 |
|
+A3.3 – S3 – А5.1 + А3.2 = 0 |
|
+A4.1 – Z5.1 – A 5.1 = 0 |
|
A3.1 – Z 4.1 - A4.1 + А3.2 = 0 |
|
- A1.1 + A3.1 + Z3.1=0 |
|
-A0.2 + Z3.2 + А3.2 + A1.1=0 |
|
A0.1 – Z3.3 – A3.3 + A1.1=0 |
Таблица 1.3 Расчет допусков на технологические размеры (после корректировки).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.