Программирование обработки деталей на токарном станке с системой управления «Электроника НЦ – 31»
1. Функциональные возможности и отличительные черты машины
1.1 В кадре программы можно задать только один адрес;
1.2 Геометрические размеры можно задавать как в абсолютной системе так и по приращениям;
1.3 Дискретность задания геометрической информации и рабочей подачи 0,01мм;
1.4 Память машины имеет 250 ячеек (0 – 249);
1.5 Каждый кадр программы занимает свою ячейку и передвинуть его в соседнюю невозможно. Поэтому для корректировки программы надо периодически оставлять резервные ячейки памяти;
1.6 Кроме внешней памяти машина может поставляться с дополнительной памятью, которая состоит из четырех зон по 250 ячеек в каждой.
2.Адреса и их назначение
X,Z – координаты точки относительно нуля детали. Если в кадре записан знак
 , то тогда по этим адресам записано
приращение;
, то тогда по этим адресам записано
приращение;
F – рабочая подача мм/об.;
S – частота вращения шпинделя об/мин или скорость резания в м/мин (при задании условия постоянства скорости резания;
Т – номер инструмента;
Р – параметр, назначение которого определяется в каждом случае видом технологического цикла;
N – номер кадра;
G – служебная функция;
М – вспомогательная команда;
+450, -450 – признак обработки фаски под углом 450;
~ - признак быстрого хода.
3. Вспомогательные команды
М 00 – безусловный останов. По этой команде , записанной в кадре программы произойдет остановка станка и пока оператор не нажмет кнопку «пуск» станок будет стоять. Используется для измерения и подналадки станка.
М03 – правое вращение шпинделя;
М04 – левое вращение шпинделя;
М05 – стоп шпиндель;
М07 – включить подачу СОЖ;
М08 – выключить СОЖ;
М30 – конец программы;
М41, М42 –диапазоны чисел оборотов.
4. Программирование рабочей подачи
Рабочая подача, задаваемая в программе программируется по адресу F, размерность подачи мм/об, а дискретность 0,01. Подача задаваемая в технологических циклах имеет дискрету 0,0001.
5. Программирование главного движения
Главное движение может быть задано в частоте вращения шпинделя, и тогда его размерность об/мин, при задании условия постоянства скорости резания оно задается в м/мин. Но в обеих случаях оно кодируется по адресу S.
6.Программирование простейших движений станка
6.1 Программирование однопроходной наружной обработки
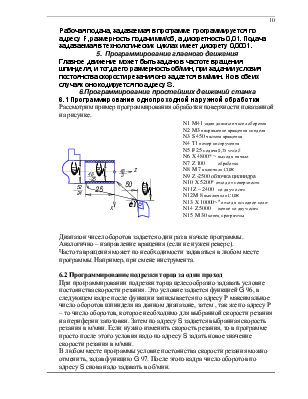
Рассмотрим пример программирования обработки поверхности показанной на рисунке.
Диапазон чисел оборотов задается один раз в начале программы. Аналогично – направление вращения (если не нужен реверс).
Частота вращения может по необходимости задаваться в любом месте программы. Например, при смене инструмента.
6.2 Программирование подрезки торца за один проход
При программировании подрезки торца целесообразно задавать условие постоянства скорости резания. Это условие задается функцией G 96, в следующем кадре после функции записывается по адресу Р максимальное число оборотов шпинделя на данном диапазоне, затем , так же по адресу Р – то число оборотов, которое необходимо для выбранной скорости резания на периферии заготовки. Затем по адресу S задается выбранная скорость резания в м/мин. Если нужно изменить скорость резания, то в программе просто после этого условия надо по адресу S задать новое значение скорости резания в м/мин.
В любом месте программы условие постоянства скорости резания можно отменить, задав функцию G 97. После этого кадра число оборотов по адресу S снова надо задавать в об/мин.
|
|
6.3 Обточка конуса за один проход
Обточка конуса программируется путем задания движения по двум осям на рабочей подаче. Это осуществляется путем простановки звездочки в первом кадре программы, где задана обточка конуса.
|
6.4 Программирование обточки фасок под углом 450
Фаски под углом 450 являются типовым элементом деталей обрабатываемых на токарных станках. Поэтому в постоянной памяти заложен алгоритм их обработки. И программирование такой фаски осуществляется одним кадром, в котором задается одна из координат конечной точки фаски и признак фаски ± 450. Знак у признака фаски определяется тем, куда происходит движение инструмента по не написанной в кадре координате.
Если движение идет в положительном направлении оси, то ставится +450 , если в отрицательном направлении то - 450.

6.5 Программирование обработки галтелей
Галтель (дуга 900) как и фаска является типовым элементом детали типа тел вращения. С помощью галтелей уменьшается концентрация напряжений в углах перехода от цилиндра к торцу.
Обработка галтели программируется тремя кадрами. В первом кадре задается направление обхода галтели. Галтель что обрабатывается в направлении часовой стрелки – G 12, и против – G13. Затем записывается координата конечной точки дуги по оси Х (или расстояние от начальной точки до конечной по оси Х, если программируем в приращениях). И в третьем кадре задается координата конечной точки дуги по оси Z ( или расстояние от начальной точки до конечной по оси Z).
Этот порядок написания адресов является обязательным.
Обратите внимание на тот факт, что приращение по оси Х имеет дискретность 0,005мм. Поэтому в кадре №16 по адресу Х записано не 200 а 400.
6.6 Программирование обработки дуг окружности менее 900
Дуги окружности менее 900 программируются пятью кадрами. В первом кадре записывается направление обхода дуги. Если по часовой стрелке то G02, против – G03. Далее двумя кадрами задаются координаты конечной точки дуги или расстояние от начальной точки дуги до конечной по осям Х и Z. Это если программируем в приращениях. Причем порядок написания именно такой: сначала Х потом Z. Далее два кадра имеют адрес Р и по ним задаются расстояния от начальной точки дуги до ее центра по осям Х и Z. Указанный порядок записи информации так же обязателен.
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.