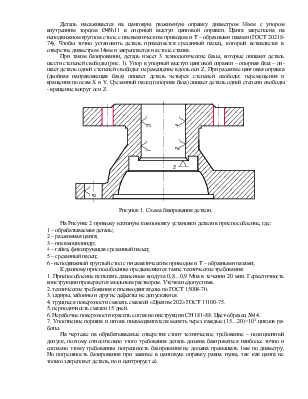
Деталь насаживается на цанговую разжимную оправку диаметром 38мм с упором внутренним торцом Ø45h11 в опорный выступ цанговой оправки. Цанга закреплена на неподвижном круглом столе с пневматическим приводом и Т – образными пазами (ГОСТ 20218-74). Чтобы точно установить деталь применяется срезанный палец, который вставляется в отверстие диаметром 14мм и закрепляется на столе станка.
При таком базировании, деталь имеет 3 технологические базы, которые лишают деталь шести степеней свободы (рис. 1). Упор в упорный выступ цанговой оправки – опорная база – лишает деталь одной степеней свободы: перемещение вдоль оси Z. При разжиме цанговая оправка (двойная направляющая база) лишает деталь четырех степеней свободы: перемещения и вращения по осям X и Y. Срезанный палец (опорная база) лишает деталь одной степени свободы - вращение вокруг оси Z.
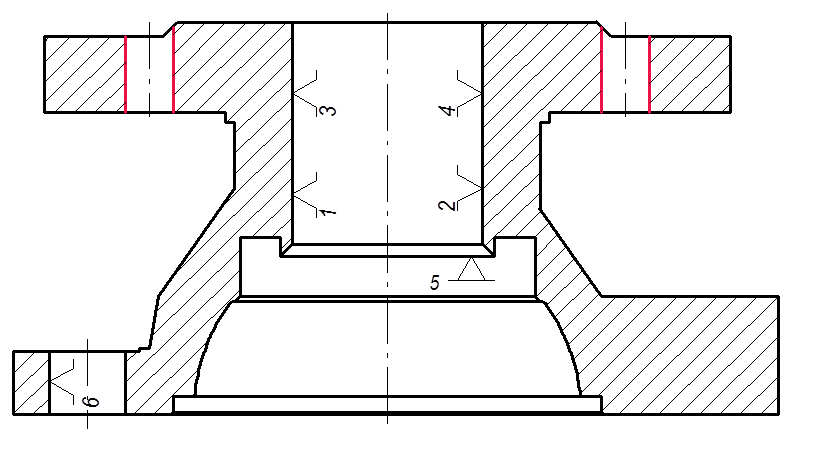
Рисунок 1. Схема базирования детали.
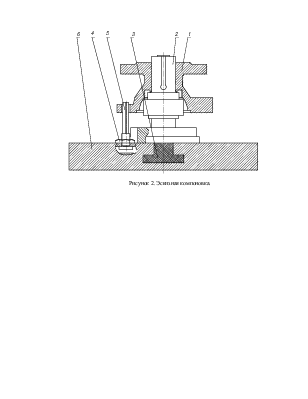
На Рисунке 2 привожу эскизную компоновку установки детали в приспособление, где:
1 – обрабатываемая деталь;
2 – разжимная цанга;
3 – пневмоцилиндр;
4 – гайка, фиксирующая срезанный палец;
5 – срезанный палец;
6 - неподвижный круглый стол с пневматическим приводом и Т – образными пазами;
К данному приспособлению предъявляются такие технические требования:
1. Приспособление испытать давлением воздуха 0,8…0,9 Мпа в течении 20 мин. Герметичность конструкции проверяется мыльным раствором. Утечка недопустима.
2. технические требования к пневмодвигателю по ГОСТ 15008-70.
3. задиры, забоины и другие дефекты не допускаются.
4. трущиеся поверхности смазать смазкой «Циатим 202» ГОСТ 11100-75.
5. периодичность смазки 15 дней.
6. Нерабочие поверхности красить согласно инструкции СН 181-88. Цвет-образец №14.
7. Уплотнение поршня и штока пневмодвигателя менять через каждые (15…20)×103 циклов работы.
На чертеже на обрабатываемые отверстия стоит техническое требование – позиционный допуск, поэтому относительно этого требования деталь должна базироваться наиболее точно и согласно этому требованию погрешность базирования не должна превышать 1мм по диаметру. Но погрешность базирования при зажиме в цанговую оправку равна нулю, так как цанга не только закрепляет деталь, но и центрирует её.
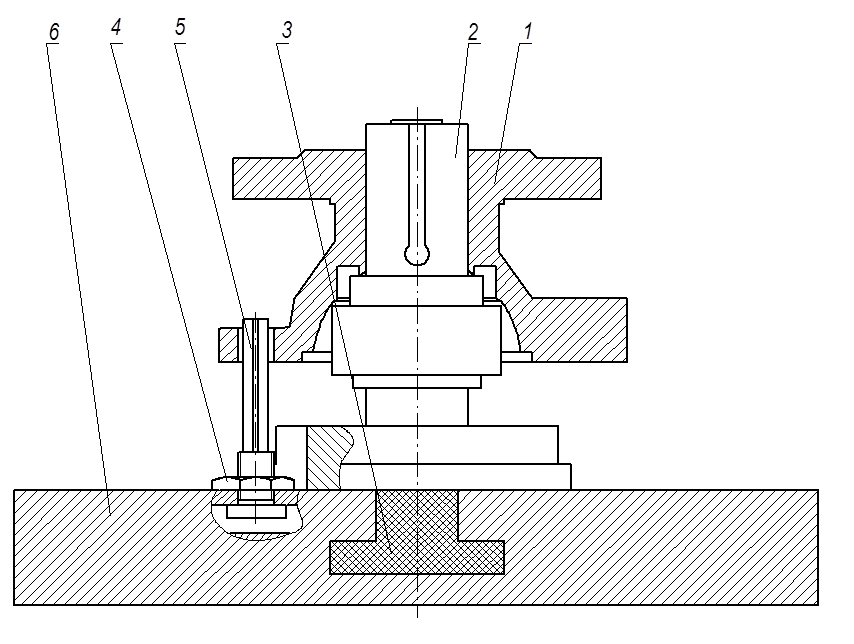
Рисунок 2. Эскизная компоновка.
1. А. К. Горошкин «Станочные приспособления для металлорежущих станков» М.: Машиностроение, 1979г.
2. А. П. Белоусов «Проектирование станочных приспособлений: учебное пособие для учащихся техникумов» М.: Высш. школа, 1980г.
3. ГОСТ 20218-74.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.