|
Индекс размера |
Способ обработки |
Точность размера |
Шероховатость |
Дефектный слой |
Величина размера, мм |
Величина допуска, мм |
Доминирующая погрешность |
Расчетный допуск |
|
А0.1 |
Штамповка на ГКМ |
ГОСТ7505-56 II гр |
Rz 320 |
350 |
До 35 |
|
- |
2,2 |
|
А0.2 |
Штамповка на ГКМ |
ГОСТ7505-56 II гр |
Rz 320 |
350 |
До 35 |
|
- |
2,2 |
|
А1.1 |
Цековка |
11 |
32 |
50 |
До 18 |
0,11 |
|
1,91 |
|
А3.1 |
Черновое подрезание |
12 |
50 |
100 |
До 13 |
0,18 |
- |
0,18 |
|
А3.2 |
Черновое подрезание |
12 |
50 |
100 |
До 15 |
0,18 |
- |
0,18 |
|
А3.3 |
Черновое подрезание |
12 |
50 |
100 |
До 45 |
0,25 |
- |
0,25 |
|
А4.1 |
Чистовое подрезание |
11 |
32 |
20 |
До 25.5 |
0,13 |
|
0,31 |
|
А5.1 |
Шлифование |
8 |
5 |
10 |
До 25 |
0,033 |
- |
0,033 |
|
Известные (заданные) размеры |
Неизвестные (искомые) размеры |
|||||||||||
|
Размер |
Величина и допуск |
Ожидаемая погрешность |
Средний расчетный |
Допускаемая корректировка |
Средний скорректированный размер |
Размер |
Допуск |
Уравнение контура |
Средний расчетный размер |
Номинальный расчетный размер |
Номинальный скорректированный размер |
Средний скорректированный размер |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
S1 |
15-0.24 |
0.18 |
14,88 |
±0,03 |
14,91 |
А5.1 |
0,033 |
+А5.1 – S2 = 0 |
24,95 |
24,966-0,033 |
24,96-0,033 |
24,945 |
|
S2 |
25-0.1 |
0.033 |
24,95 |
±0,0335 |
24,945 |
А4.1 |
0,31 |
+A4.1 – Z5.1 – A5.1 = 0 |
25,135 |
25,29-0,31 |
25,3-0,31 |
25,145 |
|
S3 |
35+0.62 |
0.463 |
35,31 |
±0,0785 |
35,34 |
А3.2 |
0,18 |
S1 – A3.2 = 0 |
14,88 |
14,97-0,18 |
15-0,18 |
14,91 |
|
Z3.1 |
0,15 |
2,09 |
1,195 |
|
1,335 |
А3.3 |
0,25 |
+A3.3 – S3 – А5.1+А3.2 = 0 |
45,345 |
45,47-0,25 |
45,5-0,25 |
45,375 |
|
Z3.2 |
0,15 |
4,29 |
2,295 |
|
2,445 |
А3.1 |
0,18 |
A3.1 – Z 4.1 – A4.1+А3.2 = 0 |
10,613 |
10,703-0,18 |
10,8-0,18 |
10,71 |
|
Z3.3 |
0,15 |
4,36 |
2,33 |
|
3,07 |
А1.1 |
1,91 |
- A1.1 + A3.1 + Z3.1= 0 |
11,905 |
12,86-1,91 |
13-1,91 |
12,045 |
|
Z4.1 |
0,052 |
0,67 |
0,387 |
|
0,475 |
А0.2 |
2,2 |
-A0.2 + Z3.2 +А3.2 + A1.1=0 |
29,25 |
28,55 |
29 |
29,4 |
|
Z5.1 |
0,015 |
0,345 |
0,19 |
|
0,2 |
А0.1 |
2,2 |
A0.1 – Z3.3 – A3.3 + A1.1= 0 |
35,66 |
35,26 |
36 |
36,4 |
|
А5.1=S2= 24,95 ± 0,0165 = 24,966-0,033= 24,96-0,033 =24,945 |
|
A4.1=Z5.1+ A5.1 =0,19+24,945=25,135±0,155=25,29-0,31=25,3-0,31=25,145 |
|
A3.2=S1=14,88±0,09=14,97-0,18=15-0,18=14,91 |
|
A3.3=S3+А5.1-А3.2=35,31+24,945-14,91= 45,345±0,125=45,47-0,25=45,5-0,25=45,375 |
|
A3.1=Z4.1+A4.1-А3.2=0,378+25,145-14,91=10,613±0,09=10,703-0,18=10,8-0,18 =10,71 |
|
A1.1=A3.1 + Z3.1= 10,71 + 1,195 = 11,905±0,955=12,86-1,91=13-1,91=12,045 |
|
A0.2=Z3.2
+ А3.2 + A1.1= 2,295 + 14,91 + 12,045 = 29,25±1,1=28,55 |
|
A0.1=Z3.3+A3.3-A1.1=2,33+45,375–12,045=35,66±1,1=35,26 |
|
S2=А5.1=24,945 |
|
Z5.1= A4.1 - A5.1 = 25,145 – 24,945 = 0,2 |
|
S1 = A3.2= 14,91 |
|
S3=A3.3 - А5.1 + А3.2 = 45,375 – 24,945 + 14,91 = 35,34 |
|
Z4.1=A3.1 - A4.1 + А3.2 = 10,71 – 25,145 + 14,91 = 0,475 |
|
Z3.1=A1.1 - A3.1= 12,045 – 10,71 = 1,335 |
|
Z3.2 =A0.2 - А3.2 - A1.1= 29,4 – 14,91 – 12,045 = 2,445 |
|
Z3.3=A0.1-A3.3+A1.1=36,4 – 45,375+12,045=3,07 |
|
S2=А5.1=24,96-0,033 |
|
|
Z5.1=
A4.1 - A5.1 = 25,3-0,31 – 24,96-0,033
= 0,34 |
|
|
S1 = A3.2= 15-0,18 |
|
|
S3=A3.3
- А5.1 + А3.2 = 45,5-0,25 – 24,96-0,033 +
15-0,18 =35,54 |
|
|
Z4.1=A3.1
- A4.1 + А3.2 = 10,8-0,18 – 25,3-0,31 + 15-0,18
= 0,5 |
|
|
Z3.1=A1.1
- A3.1= 13-1,91 – 10,71-0,18 = 2,29 |
|
|
Z3.2 =A0.2
- А3.2 - A1.1= 29 |
|
|
Z3.3=A0.1-A3.3+A1.1=36 |
|
Из расчета видно, что размеры S1 , S2 , S3 , выдерживаются в заданных пределах. Снятие минимальных припусков обеспечено, Их увеличение произошло в результате корректировки размеров.
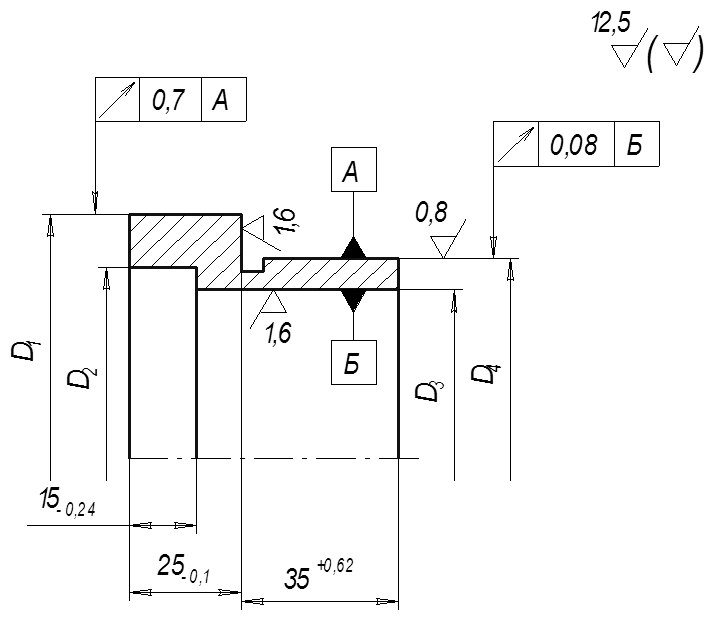
Рисунок 1.14 Втулка. Материал: сталь 45
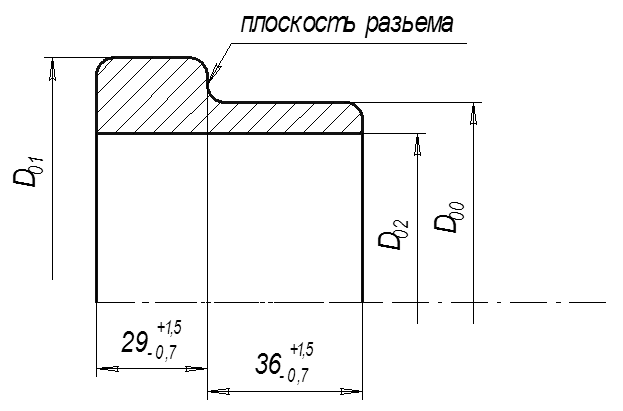
Рисунок 1.15 Заготовка. Штамповка на ГКМ нормальной точности.
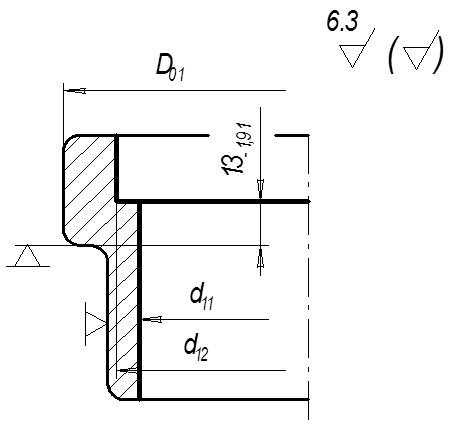
Рисунок 1.16 Операционный эскиз. Операция 1. Зенкерование отверстия и цековка торца.
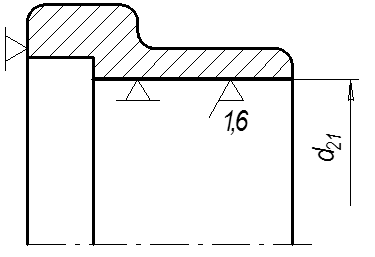
Рисунок 1.17 Операционный эскиз. Операция 2. Протягивание отверстия.
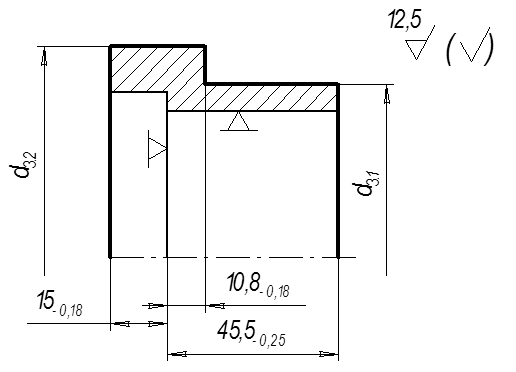
Рисунок 1.18 Операционный эскиз. Операция 3. Токарная черновая.
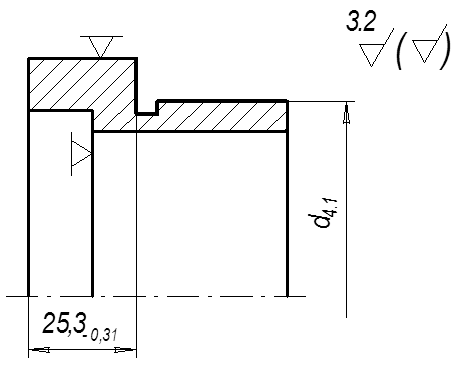
Рисунок 1.19 Операционный эскиз. Операция 4. Токарная чистовая.
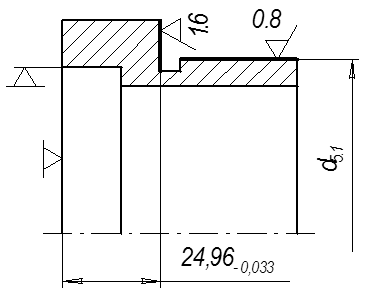
Рисунок 1.20 Операционный эскиз. Операция 5. Шлифовальная
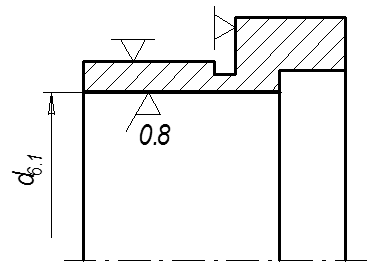
Рисунок 1.21 Операционный эскиз. Операция 6. Шлифовальная.
Министерство образования и науки Украины
Сумский Государственный Университет
Кафедра технологии машиностроения
по курсу
«Размерный анализ технологических процессов»
Студент Лохоня С. И
Группа ТМ-82
Вариант 5
Преподаватель Коротченко В. Л.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.