Содержание:
Аннотация…………………………………………………………………2.
Введение…………………………………...................................................3.
1. Общая часть…………………….....……………………………….........4.
1.1. Анализ детали………………………………………………………………...4.
2. Проектно-технологическая разработка....………...………………………5.
2.1. Раскрой полосы ...…………………………………………………………...5.
2.2. Определение усилия и выбора оборудования…………………………......8.
2.3. Проект технологического процесса ………….….......................................10.
2.4. Техническое нормирование………………………….......………………….11.
3. Проектно конструкторская разработка………………..………….12.
3.1. Выбор конструкции штампа и элементов его составляющих……………12.
3.2. Определение ценра давления штампа……………………………………..13.
3.3. Определение рабочих размеров пуансона и матрицы……………………13.
3.4. Выбор материала для деталей штампа…………………………………….16.
3.5. Расчет на прочность деталей штампа……………………………………...16.
3.6. Принцип работы штампа……………………………………………………17.
4. Экологическая часть
4.1. Техника безопасности при работе на прессе и штампе……………………17.
Заключение………………………………………………………………………19.
Список используемой литературы…………………………………………....20.
Введение.
Повышение производительности труда достигается за счет использования автоматических линий. Такими машинами являются АР и РКЛ, в которых технологическая обработка осуществляется в процессе непрерывного их транспортирования вдоль автоматической линии.
Область применения автоматических роторных машин и линий в народном хозяйстве стране используются достаточно широко. В первую очередь это штамповочное производство, изготовление изделий из пластмасс, производство резинотехнических изделий из порошковых материалов стекла, фарфора, фаянса, хрусталя. Большие возможности связаны с использованием в мясомолочной, пищевой, хлебопекарной промышленности, в сфере общественного питания.
Первые роторные машины для штамповки и металлообработки были созданы в 1938 – 1941г.г., а уже к середине 50-х годов были разработаны и успешно внедрены в производство АРЛ, выполняющие одновременно 3-4 технологических операции. В конце 50-х начале 60-х годов завершается период от создания отдельных образцов РМ и лежит к разработке комплексно-автоматизированных участков, цехов с замкнутым циклом изготовления изделия. Успешное применение РКМ и РКЛ и их внедрения в состав автоматизированных линий способствовало работе коллектива конструкторского бюро под руководством академика Л.Н. Кошкина, который теоретически обосновал область применения роторных машин и линий.
На базе АР и РКМ и осуществилась комплексная автоматизация производства деталей резания, штамповкой и т.д. Но Л.Н. Кошкин пришел к выводу, что роторная машина представляет собой начальную стадию роторных линий характеризующихся непрерывным движением предмета обработки совместно с обрабатыванием. Отличительной особенностью роторно-конвейерной машины является то, что инструменты соединяется со своим инструментальным блоком только когда это необходимо. Созданные на их основе первые образцы роторно-конвеерных линий показали, что им свойственны качественно новые и более высокие технико-экономические показатели.
Большой опыт проектирования роторных и роторно-конвеерных линий для механической обработки накоплен в Тульском проектно-конструкторском технологическом институте комбайностроения. Здесь спроектирован и изготовлен ряд опытных моделей линий для массового выпуска деталей сельскохозяйственных машин, в первую очередь к зерноуборочным комбайнам.
Роторные и роторно-конвеерные линии применяют при механической обработки и сборки деталей и узлов приборов радиоэлектронной промышленности. Широко используют роторно-конвеерные линии при изготовлении баллонов.
Комплексная механизация и автоматизация производственных процессов, использование роторных и роторно-конвеерных линий – основное средство технического прогресса, без которого сегодня не возможно вскрыть потенциальные резервы технологии и техники.
1. Общая часть.
Чертим оболочку пули в масштабе 5:1.
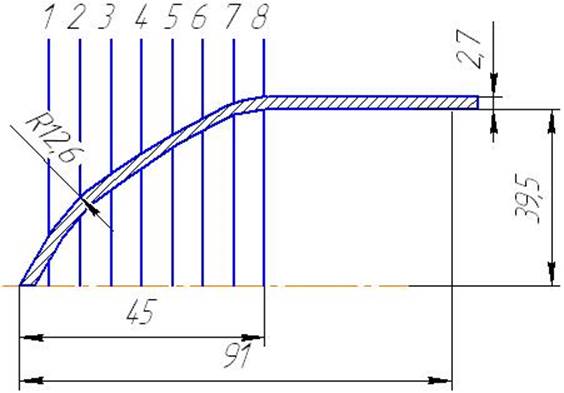 рис 1.
рис 1.
Составляем таблицу для внешнего контура, число вертикальных столбцов равно n+1.
Табл.1
|
№осчета |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
hн |
0 |
9 |
9 |
9 |
9 |
9 |
9 |
9 |
9 |
|
R |
0 |
12,5 |
20 |
24,9 |
29 |
32,9 |
36 |
38,9 |
39,2 |
|
R2 |
0 |
156,2 |
400 |
620,1 |
841 |
1082,4 |
1299 |
1513,2 |
1536,6 |
|
Δ R2 |
-156,2 |
-243,8 |
-220,1 |
-220,9 |
-241,4 |
-216,6 |
-214,2 |
-23,4 |
- |
|
Δ2 R2 |
87,6 |
23,7 |
0,8 |
20,5 |
24,8 |
2,4 |
190,8 |
- |
- |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.