Вспомогательные расчеты.
∑R2=R02+ R12+ R32+….. Rn2
∑R2=0+12,5+20+24,9+29+32,9+36+38,9+39,2=233,4мм2
∑Vн=∑R2-1/2(R20+ R2n)=233,4-0,5(0+1536,6)= 534,9мм2
Δ Vн=1/12(Δ R20- Δ R2n-1)=0,08(-156,2-214,2)=29,6 мм2
Δ2 Vн=1/24(Δ2 R0+ Δ2 R2n-2)=0,04(87,6+24,8)=4,5 мм2
Объем наружного контура головной части оболочки.
Пhн(∑Vн- Δ Vн- Δ2 Vн)=3,14*9(534,9-29,6-4,5)=9902,8 мм2
Составляем таблицу для внутреннего контура оболочки
|
№осчета |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
hн |
0 |
9 |
9 |
9 |
9 |
9 |
9 |
9 |
9 |
|
r |
0 |
9,8 |
17,3 |
22,2 |
26,3 |
30,2 |
33,3 |
36,2 |
36,5 |
|
r2 |
0 |
96,4 |
299,3 |
492,8 |
691,7 |
912,4 |
1108,9 |
1310,4 |
1332,2 |
|
Δ r2 |
-96,4 |
-202,9 |
-193,8 |
-198,9 |
-220,7 |
-196,5 |
-201,5 |
-21,8 |
- |
|
Δ2 r2 |
106,5 |
9,1 |
5,1 |
21,8 |
24,2 |
5 |
179,7 |
- |
- |
Табл 2.
hн=Нв/h=9мм
Вспомогательные расчеты.
∑r2=r02+ r12+ r32+….. rn2
∑r2=0+9,8+17,3+22,2+26,3+30,2+33,3+36,2+36,5=211,8мм2
∑Vн=∑r2-1/2(r20+ r2n)=211,8-0,5(0+1332,2)= 454,3мм2
Δ Vн=1/12(Δ r20- Δ r2n-1)=0,08(-96,4-201,5)=8,4 мм2
Δ2 Vн=1/24(Δ2 r0+ Δ2 r2n-2)=0,04(106,5+24,2)=5,2 мм2
Объем внутреннего контура головной части оболочки
Пhн(∑Vн- Δ Vн- Δ2 Vн)=3,14*9(454,3-8,4-5,2)=8908,5 мм3
Объем металла головной части.
Vгол= Vн- Vв
Vгол=9902,8-8908,5=994,3 мм3
Объем ведущей части – объем полого цилиндра.
Vвед=Пh/4(d2н- d2в)=3,14*9/4(7,912-6,832)=113,4 мм3
Vоб= Vгол+ Vвед=994,3+113,4=1107,7 мм3
Отходы при изготовлении оболочки.
Vотх=14…20% Vоб
Vзаг=1,14*1107,7=1262,8 мм3
Dзаг=1,13√ Vзаг/Тзаг=1,13√1262,8/0,99=12,3мм.
Обоснование принятого раскроя.
Для заготовок-кружков применяют в основном, два вида их расположения на полосе или ленте – простое и шахматное.
Простое расположение кружков:
1) Определяем ширину полосы:
В=D*n+2*в+а(n-1)=12,3*6+2*1,4+1,4(6-1)=83,6мм
Где D – диаметр
n – количество рядов, принимаем 6шт в – перемычка от края полосы, мм а – перемычка между деталями, мм
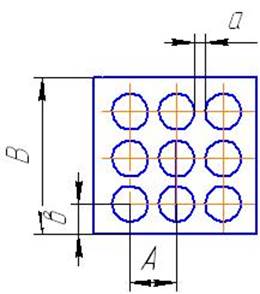 рис 2.
рис 2.
2)Определяем шаг раскроя:
А= D+а=12,3+1,4=13,7мм
3) Определяем площадь детали:
Fд=П D2/4=3,14*12,32/4=121,6мм2
4) Определяем площадь заготовки:
Fз=А*В=83,6*13,7=1145,3мм2
5) Коэфициент использования КиМ:
η=(( Fд* n)/ Fз)*100=63,7%.
Шахматное расположение кружков.
1) Определяем ширину полосы:
В=D+2в+(n-1)( D+а)cos 300
В=12,3+2*1,4+5(12,3+1,4)*0,866=74,4мм
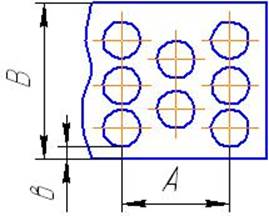 рис 3.
рис 3.
2)Определяем шаг раскроя:
А= D+а=12,3+1,4=13,7мм
3) Определяем площадь детали:
Fд=П D2/4=3,14*12,32/4=121,6мм2
4) Определяем площадь заготовки:
Fз=А*В=74,4*13,7=1019,3мм2
5) Коэфициент использования КиМ:
η=(( Fд* n)/ Fз)*100=71,6%.
Вывод: выбираем раскрой с шахматным расположением кружков, т.к. КиМ в нем больше чем в простом расположении.
Расчеты количества вытяжек (оболочек).
1) Коэфициент свертки:
для латуни m=0,5…0,6
для стали m=0,55…0,6.
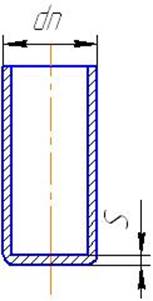
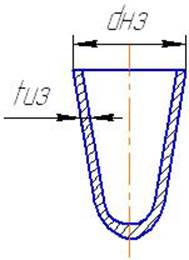 рис 4.
рис 4.
2) Наружный диаметр колпака:
Dк= m*Dкружка
Dк=0,55*12,3=6,8мм (Dn)
3) Наклеп от утонения стенок:
Кв=10…30
Кн=до 5
4)Толщина стенок колпака вверху и внизу:
tкв=S(1- Кв/100), S – толщина материала
tкв=1,5(1-20/100)=1,2 мм
tкн= S(1- Кн/100)=1,5(1-4/100)=1,4 мм.
5)Внутренние диаметры колпака вверху и внизу:
dкв=dк-2 tкв=6,8-2*1,2=4,4мм
dкн=dк-2 tкн=6,8-2*1,4=4мм.
5) Площадь поперечного сечения колпака вверху:
Fкв=П/4(6,82-4,42)=21,03мм2
6) Площадь поперечного сечения изделия внизу:
fизд=П/4(d2изд- dиздв2)=3,14/4(7,912-5.512)=25,3мм2
dиздв2=dизд-2 tиздв=7,91-2*1,2=5,51мм
8) Средняя величина на вытяжку:
Кср=40%
9) Число вытяжек
n=lg Fkв-lg fизд/ lg 100/100- Кср
lg 21,03- lg 5,51/ lg7=1,2/0,6=1.
Обжим оболочки.
1) Определяем диаметр оболочки в точки сопротивления R и r…
![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.