







1. Класифікація способів виготовлення відливків.
Способи виготовлення виливків класифікують: за кількістю заливань розплавів у ливарну форму (разові та багаторазові); за конструкцією ливарних форм (рознімні та нерознімні): за матеріалом, з якого виготовляють форми (піщано-глиняні, піщані, земляні, графітові, керамічні, металеві, шамотно-цегляні тощо); за тиском, під яким перебуває рідкий метал у формі (атмосферний, низький, високий, вакуум); за способом подавання розтоплених стопів у форми (вільне лиття, вакуумне лиття, лиття за допомогою вібрації, ультразвуку, електромагнітних полів тощо).
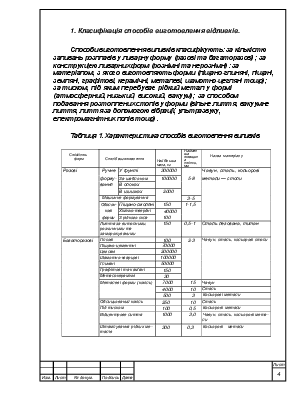
Таблиця 1. Характеристика способів виготовлення виливків
|
Стійкість форм |
Спосіб виготовлення |
Найбільша маса, кг |
Найменша товщина стінки, мм |
Назва матеріалу |
|
|
Разові |
Ручне |
У ґрунті |
300000 |
Чавун, сталь, кольорові |
|
|
формування |
За шаблоном |
100000 |
5-8 |
метали — стопи |
|
|
вання |
В опоках |
||||
|
В шишках |
2000 |
||||
|
Машинне формування |
3-5 |
||||
|
Оболон- |
Піщано-смоляні |
150 |
1-1,5 |
||
|
кові |
Хімічно-твердні |
40000 |
|||
|
форми |
З рідкого скла |
100 |
|||
|
Лиття за витопними, розчинними та заморожуваними моделями. |
150 |
0,5-1 |
Сталь легована, титан |
||
|
Багаторазові |
Гіпсові |
100 |
2-3 |
Чавун, сталь, кольорові стопи |
|
|
Піщано-цементні |
70000 |
||||
|
Цегляні |
200000 |
||||
|
Шамотно-кварцові |
100000 |
||||
|
Глиняні |
50000 |
||||
|
Графітові та кам'яні |
150 |
||||
|
Металокерамічні |
30 |
||||
|
Металеві форми (кокіль) |
7000 |
15 |
Чавун |
||
|
4000 |
10 |
Сталь |
|||
|
500 |
3 |
Кольорові метали |
|||
|
Облицьований кокіль |
250 |
10 |
Сталь |
||
|
Під тиском |
100 |
0,5 |
Кольорові метали |
||
|
Відцентрове лиття |
1000 |
3,0 |
Чавун, сталь, кольорові метали |
||
|
Штампування рідких металів |
300 |
0,3 |
Кольорові метали |
||
На практиці застосовують також комбіновані способи, тому спосіб виготовлення виливка одночасно належить до різних класифікаційних груп. У літературі можна зустріти поділ способів виготовлення виливків на звичайні, тобто поширені, та спеціальні, що мають конкретне (обмежене) застосування. Спеціальні способи дають змогу виготовляти виливки вищої якості, точності розмірів, складності форми або зі спеціальних туготопких стопів тощо. Така класифікація способів виготовлення виливків є умовною та тимчасовою.
Коротку характеристику способів виготовлення виливків наведено в табл.1.
Перед вивченням різних способів виготовлення виливків треба відзначити, що їхнє розповсюдження визначається насамперед техніко-економічною доцільністю виготовлення заготованок. Як показує практика, часто вибір дорожчої, але якіснішої заготованки за рахунок зменшення обсягу її подальшого оброблення забезпечує нижчу вартість виробу. Тому в процесі добору способу виготовлення заготованки потрібний детальний та всебічний аналіз усіх альтернативних варіантів.
Нижче розглянемо основні способи виготовлення виливків і коротку характеристику технологічних процесів, їх структури, належне спорядження, а також аналіз основних переваг і недоліків способів і сфери їх розповсюдження. Сфера розповсюдження способу виготовлення виливків визначається переліком матеріалів, з яких можна виготовляти виливки, їх масою та розмірами, складністю форми, точністю розмірів, якістю поверхонь, щільністю матеріалу, типом чи обсягом виробництва, умовами та безпекою праці тощо.
Різновиди ливарних форм, що використовуються для виготовлення литих заготованок у сучасному машинобудуванні, зображено на рис.1, а порівняльна характеристика основних способів лиття наведена в табл.2, де цифрами позначено умовну оцінку окремих показників технологічного процесу виготовлення загото-ванок та їх якості. Найвища оцінка - 1, найнижча - 5.
Таблиця 2 – Умовна оцінка показників ТП та якості виливків для основних способів лиття.
|
Показник |
Спосіб виготовлення |
||||
|
Під тиском |
За витопними моделями |
В оболонкові форми |
У кокіль |
У піщано-глиняні форми |
|
|
Точність форми та розмірів |
1 |
2 |
3 |
4 |
5 |
|
Складність конфігурації |
3 |
1 |
4 3 |
5 5 |
2 4 |
|
Тонкостінність |
1 |
2 |
|||
|
Універсальність за |
|||||
|
матеріалом виливка |
4 |
2 |
3 |
5 |
1 |
|
Час на освоєння випуску |
5 |
3 |
4 |
2 |
1 |
|
Вартість спорядження |
5 |
2 |
3 |
4 |
1 |
|
Вихід якісної продукції |
1 |
2 |
4 |
5 |
3 |
|
Економічність у серійному |
|||||
|
виробництві |
1 |
5 |
4 |
2 |
3 |
|
Продуктивність праці |
1 |
5 |
3 |
2 |
4 |
Рисунок 1 – Види ливарних форм і способи лиття.
Лиття в одноразові та напівсталі форми.
Лиття у піщано-глиняні форми.
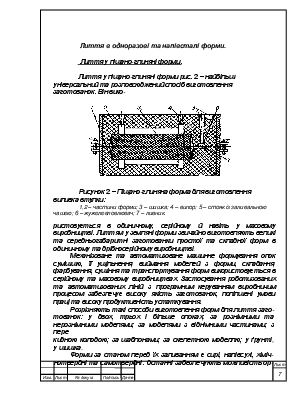
Лиття у піщано-глиняні форми рис. 2 – найбільш універсальний та розповсюджений спосіб виготовлення заготованок. Він вико-
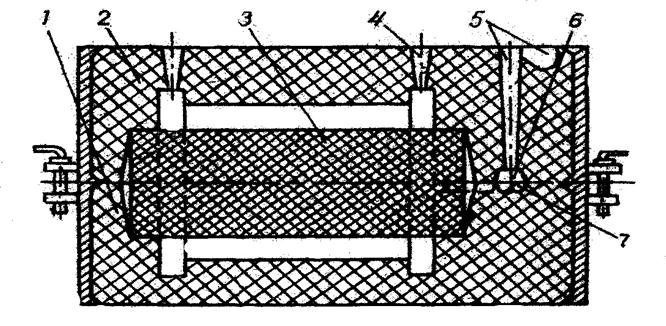
Рисунок 2 – Піщано-глиняна форма для виготовлення виливка втулки:
1,2 – частини форми; 3 – шишка; 4 – випор; 5 – стояк із заливальною чашею; 6 – жужелевловлювач; 7 – ливник.
ристовується в одиничному, серійному й навіть у масовому виробництві. Литтям у земляні форми звичайно виготовляють великі та середньогабаритні заготованки простої та складної форм в одиничному та дрібносерійному виробництві.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.