ТРАНСПОРТНОЕ И БУНКЕРНОЕ ХОЗЯЙСТВО
Проектируемая обогатительная фабрика представляет собой крупное предприятие укомплектованное разнообразным оборудованием. Важной частью оборудования фабрики являются транспортные устройства, играющие роль связующих звеньев между обогатительными аппаратами, цехами и отделениями фабрики.
Транспортирование твердых и сыпучих материалов в пределах фабрики проектируем ленточными конвейерами, обеспечивающими высокую эффективность и надежность при больших грузопотоках. Они позволяют регулировать темпы производства, обеспечивают его ритмичность, способствуют повышению производительности труда. Ленточные конвейеры имеют следующие преимущества:
Ö высокая производительность;
Ö значительная длина транспортирования;
Ö относительно низкая энергоемкость;
Ö низкая стоимость транспортирования;
Ö высокая степень надежности;
Ö непрерывность в работе;
Руда с рудников доставляется автотранспортом и разгружается в приемный бункер. Посредством пластинчатого питателя руда поступает на предварительное грохочение на колосниковом грохоте. Надрешетный продукт колосникового грохота поступает на крупное дробление в дробилку ЩДП 9х12м и ленточным конвейером транспортируется в приемный бункер измельчительного отделения.
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
 руда
руда![]()
![]() 1
1

 4
4
2 3
![]() 5
5
![]()
![]() 6
6
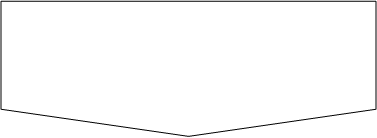
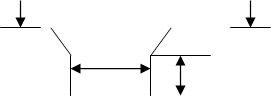
Рис.3.1. Схема транспорта. на измельчение
Схема транспорта проектируемой обогатительной фабрики представлена на рисунке 4.1., а спецификация оборудования в таблице 3.1.
Таблица 3.1.
|
Количество |
||||
|
№ |
НАИМЕНОВАНИЕ ОБОРУДОВАНИЯ |
рабо- |
резе- |
|
|
п/п |
Чее |
рвное |
всего |
|
|
1 |
приемный бункер |
1 |
- |
1 |
|
2 |
Пластинчатый питатель 1-18-60 |
1 |
- |
1 |
|
3 |
Колосниковый грохот 2,7х5 |
1 |
- |
1 |
|
4 |
Щековая дробилка 9х12 |
1 |
- |
1 |
|
5 |
Ленточный конвейер |
1 |
- |
1 |
|
6 |
Аккумулирующий бункер |
1 |
- |
1 |
|
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

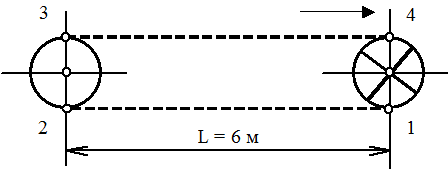
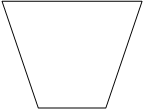
Рис. 3.2.Схема пластинчатого питателя
Исходные данные
Размер максимального куска - аmax=900 мм;
Угол наклона питателя - a=00;
Длина траспортирования – L=6 м;
Производительность отделения Q1=285 т/ч.
Проверяем ширину настила по условию транспортирования материала заданной крупности:
![]() ,
мм, где:
,
мм, где:
kг = 1.7 — коэффициент, учитывающий вид груза, для рядового материала,[4,стр.89];
аmax = 900 мм — крупность максимального куска в руде;
![]() мм.
мм.
Принимаем ширину питателя В = 1800 мм.
Определяем производительность питателя:
![]() , где:
, где:
В = 1.8 м — ширина настила;
h = 0.45 . В = 0.81 м — высота бортов;
V = 0.03 м/с — скорость движения настила (принимаем по нормам технологического проектирования) [2,стр89];
rн = 1.7 т/м3 — насыпная плотность материала;
y = 0.8 — коэффициент заполнения настила транспортируемым материалом;
![]() т/ч.
т/ч.
Питатель обеспечивает заданную производительность Q1=285т/ч, поэтому выбираем питатель 1-18-60.
Сопротивление порожней ветви:
![]() , где:
, где:
w = 0.11 — коэффициент сопротивления движению, принимаем в зависимости от типа тяговой цепи и условий работы — для катков на втулках скольжения;
qo = 60 . В + Ан — линейная масса движущихся конструктивных элементов конвейера (цепей с пластинами), кг/м [2,стр.90];
Ан = 150 кг/м; Þ qо = 60 . 1.8 + 150 = 258 кг/м;
![]() Н.
Н.
Сопротивление груженой ветви:
![]() , где:
, где:
 кг/м — линейная масса груза;
кг/м — линейная масса груза;
![]() Н.
Н.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




