Following tests with autogenous grinding, which may or may not be applicable depending upon ore competency, semi-autogenous grinding tests will have been run to establish the following parameters for primary milling:
• Optimum ball charge volume (expressed as the volumetric percentage of the total mill volume % v/v) and top ball size; most pilot mills are limited to a 12% v/v ball charge
• Optimum sizing for new feed; most pilot mills are limited to a top size of 200 mm (8-inches)
• Optimum classification method, whether by a coarse screen (9 mm to 13 mm), medium screen (5 mm to 9 mm), fine screen (400 microns to 5 mm), or by a combination of screen and cyclone
• Optimum pulp density
• Optimum mill speed
• Stable operation by feeding weighed aliquots of defined size fractions, e.g., +125 mm, -125 mm +50 mm, and -50 mm; this is to ensure blending, avoidance of segregation, and regularity in feeding the appropriate proportions of coarse, medium, and fine sizes, and controlling feed rate to a pre-set load cell value for stable operation, which is based on the ball charge volume, top ball size, and the optimum total volumetric filling of the pilot mill
• Optimum sizing of classified product, screen undersize or cyclone overflow
• Optimum specific power consumption, kWh/t.
The graph in Figure 1 is typical of the relationship between specific power consumption and primary circuit product size for a hard gold ore in diorite (Barrett et alia 1999). It covers a range from:
· Autogenous with pebble crushing (ABC), Test Nos. 1A and IB (slightly coarser feed)
· Semi-autogenous 8% v/v ball charge, Test 6
· Semi-autogenous 8% v/v ball charge with pebble crushing (SABC), Test Nos. 2A and 2B (coarser feed)
· Semi-autogenous 12% v/v ball charge with pebble crushing (SABC), Test Nos. 4A (i) and 4A (ii)
· Semi-autogenous 8% v/v ball charge with pebble crushing and with partial recycle of cyclone underflow, Test 8A (20% recycle) and Test 8B (40% recycle).
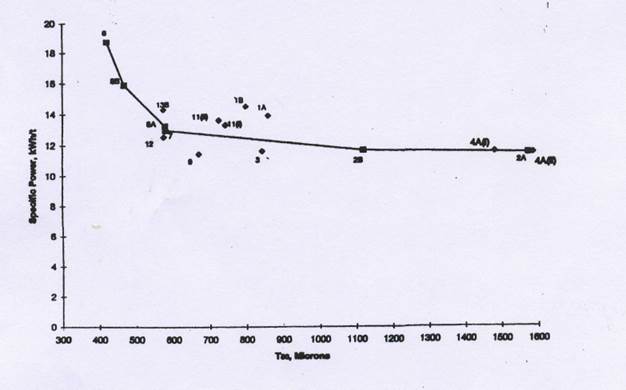
Figure 1 Primary pilot mill: specified power consumption vs primary circuit transfer product sizing (Barrett et alia 1999)
The benefits of pebble crushing were considerable in the case of autogenous grinding (not shown at 32.6kWh/t to Т80 - 114 microns), and semi-autogenous grinding, (18.7kWh/t), to 13.8/14.4 kWh/t for ABC and 11.4/11.6 kWh/t for SABC. Partial recycle of cyclone underflow produced a finer product at a higher specific power consumption, particularly as the percent recycle increased above 20%.
In the interest of minimizing the specific power consumption and project risk, the SABC option was selected with a coarser product as feed to secondary grinding, Test 2A, making an adjustment for a coarser feed, and adding a contingency of 5% to give 12.13kWh/t and T80= 1,573 microns. Such contingency could be higher, depending upon the quality of the testwork (stability, feed control, interruptions, power measurement, etc.). In this case, a ball charge volume of 12% v/v and a total mill charge volume of 26% v/v were selected for design criteria at 72% solids w/w and an operating speed of 76% C.S.
Pilot-scale testwork for secondary grinding was not conducted for this project Instead, the reduced recovery method (or "phantom cyclone") was used to establish the specific power consumption for secondary ball milling (Barratt 1989). This method uses the reduced recovery (efficiency factors) for cyclone operation and establishes a size analysis of feed for secondary grinding after segregation of finished product (e.g., 80% passing size as flotation feed) from a primary mill test product. The rationale for this approach is recognition of the bi-modal size distribution of a primary mill circuit product, particularly in the case of SAG milling, which departs from the more natural straight-line slope that prevails in ball milling circuit feed and products. The specific power consumption (kWh/t of original new feed to primary grinding) is calculated using a power-based method, in this case "GRINDPOWER" (developed by Fluor Daniel Wright Ltd.), Bond work indices for rod milling and ball milling, and the calculated specific power consumption for an imaginary single-stage ball milling circuit (SSBM) for reference (Barratt 1989) which includes an applied contingency. The results from these calculations are shown graphically in Figure 2 for the pilot test products in Figure 1. Design criteria for secondary ball milling was selected for the coarsest circuit product as feed at T»o = 1,573 microns, 12.14 kWh/t to 80% passing 75 microns, including an applied contingency of 10% in the SSBM calculation.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.