Grate Open Area
Much has been written about the inefficiencies of discharging pulp from SAG mills, and backwashing into the mill, with the associated detrimental effect on power draw due to slurry pooling and decrease in mill charge density. These phenomena are the subject of continuing studies; e.g., the АМЖА Р9 Project Resolution of such a situation has two basic components:
· Adequate pulp discharging capacity to accommodate new product plus the circulating load of pebbles and pulp. This is important for low aspect mills which are often single-stage to final product with high circulating loads, sometimes in excess of 500%. Such mills are either uni-directional with curved pulp lifters or have peripheral discharge. High aspect mills have been commonly fitted with radial pulp lifters and are normally bi¬directional, with the objective of optimising ghei] liner/lifter life and mill operating availability. This design contributes to backwashing unless measures are taken to minimize this effect by cascading the length of alternate lifters (i.e., shortening the length of perhaps two out of every three), and/or increasing the depth of the septum during the design stage. If a mill is still bottlenecked, the only solution is to convert to some profile of curved pulp lifters, change to uni-directional operation, and benefit from the associated increased pumping action which contributes to what is called a "dry" mill. Curved pulp lifters are common in South Africa and were a standard design for AG/SAG mills made by Dominion Engineering Co. of Montreal up until its absorption into the Svedala organization, as illustrated in Figure 6. The INCO Clarabelle SAG mill heads were drilled for both radial and curved pulp lifters. The operators/maintenance have elected to retain the original curved pulp lifter design
|
MILL LINING SPIRAL PULP DISCHARGING SYSTEM |
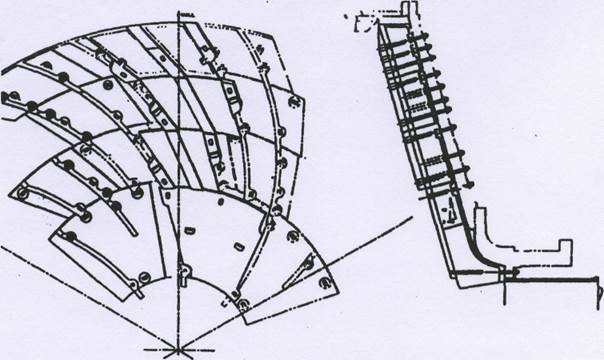
Figure 6 Typical curved pulp lifter design
· Hydraulic gradient through the length of the AG/SAG mill. This should be steep enough to ensure that the mill charge is "dry" (i.e., does not slurry pool). In order to achieve this state, slurry (and pebbles) must discharge the mill as close to the mill periphery as possible and be subject to efficient discharge thereafter (preferably by curved pulp lifters). In following this philosophy, there is little point in installing grate sections in any position other than in the immediate peripheral row.
The effective open area in this row is determined by mill diameter, slot width and length, desired pebble size, position of ball deflecting/positioning/clamping bars, and allowable casting integrity; e.g., whether the grate section covers one, two, or three pulp discharging septums, whether there are 18 sections in a 36 ft dia. mill or 36 for instance. It is common in high aspect mills with pebble crushing circuits to have a uniform slot width which is commensurate with the desired pebble size. The required open area in this row is determined in part by either the pebble flow rate (t/h) or the pulp flow (m3/h).
The parameters which the author' has used, and which could be construed as being conservative and subject to further studies, are based on Dominion Engineering Co.'s data (with curved pulp lifters as a basis) for either high aspect or low aspect ratio mills, namely:
For pebbles: 0.17742 m2 (27.5 in.2) per tph pebbles
For pulp: 6.12 m 3/h per m2 (1.04 USGPM per ni.2) of open area.
It follows that, for a given mill diameter, if the required open area exceeds the available effective open area, then the engineer should consider basing the design on a larger mill diameter for efficient pulp and pebble discharge until a balance between the two categories of open area calculation is achieved.
Mill Shell Liner/Lifter Design
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.